

Springfield Armory Museum - Collection Record





Send us your own comments about this object.
| Title: | RIFLE, MILITARY - U.S. RIFLE M1 .30 SN# 1 |
| Maker/Manufacturer: | GARAND, JOHN C. |
| Date of Manufacture: | 05/01/1934 |
| Eminent Figure: | GARAND, JOHN CANTIUS |
| Catalog Number: | SPAR 911 |
| Measurements: | OL: 43" BL: 23 5/16" |
Object Description:
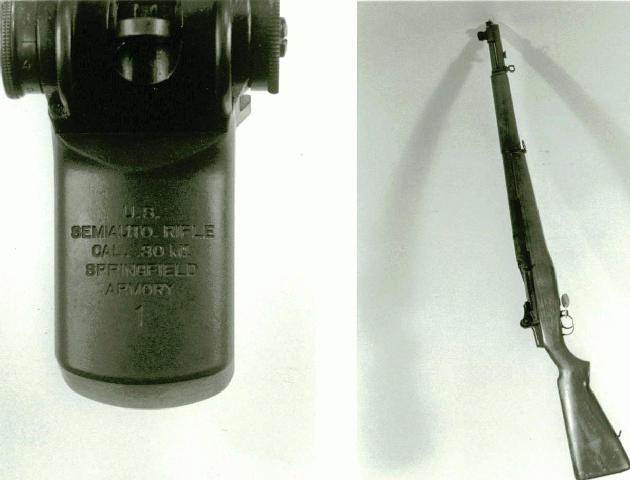
U.S. RIFLE M1 .30 SN# 1
Manufactured by Springfield Armory, Springfield, Ma. in May, 1934 - First model shop semi-automatic, gas-operated (gas-trap) M1 rifle with 8-round clip feed mechanism. Manufactured by semi-production, semi-tool room methods in the Model Shop at Springfield Armory under direct supervision of John Garand. The cost to the government for this and the other 79 model shop M1s was $1,831.00. This weapon has been refurbished to circa 1938 standards.
Markings:
Receiver: U.S./SEMI.AUTO RIFLE/CAL. 30M1/SPRINGFIELD/ARMORY/1. 1932.
Operating rod: #1 RIFLE.
Bayonet lug: 1
Barrel: 60.
Weapon transferred to the Museum on 18 January 1939. At that time weapon was appraised at $150.00,
Exhibit label: "SERIAL NO. 1 - Garand's completed design is seen in the first M1 produced. Much of this rifle was hand made, putting together all of Garand's concepts for a weapon. The first eighty units were made, to some extent, by hand."
ANNUAL REPORTS:
AR, 1932 - During the year order was received for the fabrication of eight semi-automatic rifles of Mr. Garand's design and of caliber .30. This is too small a quantity to justify the cost of complete tooling for quantity-production methods. Careful study has shown, however, that a considerable number of dies, form-cutters, etc. can be provided for this new arm, with such economies in the direct labor of production as to offset most, if not all, of their cost. Thus a material start will be made toward full quantity-production equipment, and these eighty arms should have almost complete interchangeability with each other and with further manufactures.
In the manufactures of these eighty rifles, it is proposed to adopt, for a number of components, the practice of purchasing rods drawn to special cross-section from which the component may be cut - in some cases almost completely finished and in other cases requiring very little additional work. This should be much cheaper than the alternative method of manufacturing from forgings, etc. At the year end, progress in the tool-preparation and in the fabrication of components is up to schedule."
AR, 1933 - "Manufacture of eighty (80) Garand Semi-Automatic Rifles, Cal..30 T1E2, was continued during the year, and by reason of the improvements in detail comes under this heading and is supervised by the Director of Research. At the end of the year the eighty (80) guns were approximately 80% completed. Delivery is expected about the end of January, 1934."
AR, 1934 - "The manufacture of Eighty (80) U.S. Semi-automatic Rifles, Cal..30, M1 (Garand Patents) were completed during the year and delivered to the using services for service test. The first five guns completed were subjected to an ordnance test at the Aberdeen Proving Ground and performed very satisfactory. Several minor corrections were found necessary as a result of this test, and these corrections were applied to the 80 guns prior to shipment."
AR, 1935 - "The eighty (80) U.S. Semi-automatic Rifles, Caliber .30, M1 were returned to the Armory after the using service test, and the extraction and operating rod difficulties, encountered during these tests, were corrected. The activities in connection with this work and other modifications incorporated in the rifle have been covered in reports. Upon completion of the aforementioned corrections and modifications, a representative sample of the lot of 80 rifles was selected and subjected to a rigid serviceability test at the Armory, and also at Aberdeen Proving Ground, results of which were satisfactory.
Fifty (50) rifles have been sent to Fort Benning, Georgia, and twenty-five (25) will be sent to Fort Riley, Kansas, for using service test."
Springfield Research Service:
1 - 041634 - APG (REC'D)
1 - 052234 - OO TO FT. BENNING
1 - 061334 - OO TO SA
1 - 070634 - RETAINED AT SA
1 - 120734 - SA TEST FIRING
1 - 020135 - SA ENDURANCE FIRING
1 - 061137 - SA
1 - 011839 - TRANSFERRED TO MUSEUM
Serial number information compliments of Frank P. Mallory, Silver Spring, Md.
Springfield Republican - "MilitaProduction Limited. Production of other ordnance items during these years was limited and the work force was sharply reduced from its 1918 peak of 5381 workers. By 1921 only 265 employees were on the rolls here. This small force was increased slightly in the next several years until 1929 when employment hit the 450 mark. Employment figures for 1934 show 850 working here. By 1936, however, with the acceptance that year of the M1 rifle, the work force jumped to 1114. This total was gradually increased to 1550 persons by 1938 and 1700 in 1939. The appropriation of funds for the manufacture of the M1 brought the Armory work force to 2850 in June 1940 as production of the new rifle reached 240 guns per day.
In these depression years of the later 1930s, a large WPA work force was assigned to the Armory for renovation of buildings and grounds improvements.
The 17 years between 1918 and 1935 were uneventful from a historical standpoint with the single exception of the development of a semi-automatic rifle for our armed forces.
Passing Events. A few events, however, are of passing interest. In 1930 the removal of the Ordnance Company form Armory duty left this installation without a Regular Army detachment for the first time in 53 years. The military unit stationed here was known until 1921 as an ordnance detachment, when it was changed to the 14th Ordnance Company.
Prior to World War I the average strength of the detachment at the Armory was 63 men - NCOs and privates. During World War I the detachment numbered about 250 men. Finally, in 1930 the unit was deactivated.
Another long-time Armory tradition - the firing of sunrise and sunset cannons was abolished three years later in 1933.
A fire breaking out near a workman's bench on the second floor of the small arms museum here shortly after 10 p.m., Oct. 11, 1931, caused extensive damage to the museum's famous collection of weapons.
The destructive fire was discovered by a watchman when he saw flames shooting form the windows on the west side of the building. He quickly gave the alarm. Springfield firemen responded in 15 minutes, thus saving the greater part of this valuable collection.
Completely Destroyed. However, an irreplaceable rack of rifles which represented about every type of small arms used by the allies and central powers during World War I was completely destroyed. The well known rifle 'organ' of Longfellow fame also suffered suffered slight damage. Many other valuable weapons, including some medieval armament, were partially destroyed. One of the pieces partly spoiled in the fire was a piece carried by Jefferson Davis, president of the short-lived Confederate States.
Funds were later allocated to rebuild the damaged portion of the museum.
World War I emphasized the desirability of a semi-automatic rifle - the tactical advantage of which consists in reducing to a minimum the interval between aimed shots. In a report as far back as 1902 the Chief of Army Ordnance had observed:
'The only radical improvement in muskets which is now known to be under study is the application to these arms of the automatic principle to the extent of causing the musket itself to effect its own reloading upon discharge. The principle has already been applied with some success to pistols, and its advocates claim that it is logically in the line of development of the magazine rifle. Up to the present time mechanical invention has not solved its part of the problem, and no rifle of the class has been presented ot the department for examination and test, although its willingness to take the subject up has been signified whenever occasion has offered.
Competitive Tests.
Finally, in 1921, competitivFull requirement for the weapon were listed by the Ordnance Department. There were eight principal requirements that designers were called upon to meet: The rifle had to be of the self-loading type, adopted to function with the .30 caliber service cartridge; its weight could not exceed nine pounds; it had to be well-balanced and adapted to shoulder firing; it had to be simple, strong and compact, and adapted to ease of manufacture; it had to be so designed that the magazine could be fed from clips or charges; it had to be entirely semi-automatic - so fashioned as not to fire more than one shot with each squeeze of the trigger; the mechanism had to be so designed as to preclude the possibility of premature unlocking; and the use of special oil, grease, or other material applied to the cartridge should not be necessary to the proper functioning of the weapon.
During this decade-long era of research and development many designs were investigated including those of Pedersen (an Armory employee), Thompson, Colt, Remington, Johnson and a host of other weapons embodying every conceivable principle of operation. It was in such a competitive atmosphere that John Garand entered his design in competition with world's leading ordnance engineers.
Quebec Native. An inventor since boyhood, John Garand patented a telescopic screw jack at the age of 13 and followed this soon after with an automatic painting machine for bobbins. He held patents on motorcycle engines, attachments for machine tools, and many other inventions - all in early youth.
John Garand was born in St. Remi, Quebec, moving to this country in 1899 when he began employment as a bobbin operator in a cotton mill at Jewett City, Conn., at the age of 12. His mechanical ability was quickly evident and he transferred to the machine shop. His proven ability as an inventor brought him to Providence, R.I., where he entered the employ of a welding company there. His development of new tools and machines was recognized by Brown and Sharpe Co. and he then entered that firm's laboratories. This work was latter followed by employment at the Federal Screw Company of Providence.
Shortly after the start of World War I in 1914, Mr. Garand moved to New York City to work in a micrometer plant. When he heard that the government was experiencing difficulty in developing a satisfactory machine gun, he submitted his first gun design to the government in 1916. He was subsequently employed at the Bureau of Standards to build a rifle which was later demonstrated at the Army War College and to the Ordnance Department. The government's decided interest in the quiet retiring Garand's inventions brought about his assignment to the Armory in 1919.
Quickly Commissioned. The new Armory engineer was quickly commissioned to solve the problems of the semiautomatic rifle that had been before the Army for many years. During the next five years many designs were tested and found wanting in some respect. The problem seemed insurmountable and, in 1924, authorities began probing the use of a caliber smaller than that of the standard .30 caliber round.
It was finally decided that the caliber .276 cartridge developed sufficient power for a shoulder weapon and that the use of this smaller cartridge would facilitate the design of a reliable and durable self-loading rifle. In a major tests of several models submitted, Army officials settled on two - both the brain children of Armory employees - John Garand and John Pedersen.
A number of each were made and submitted for further tests. Both performed well. However, to adopt a weapon of this caliber complicated the supply problem through the introduction of another type of ammunition.
In the meantime, Garand had also completed a test model of a semi-automatic rifle designed to function with the caliber .30 cartridge. The rifle looked so promising that a decision to adopt the cM1 Accepted. The M1 'Garand' rifle was accepted as the standard shoulder arm of the Army in January, 1936, and by the Marine Corps in 1940. The first production models were completed and delivered to troops in August, 1937. The new weapon increased the fire power of an infantry company almost five times over that of the old 1903 Springfield.
An Army captain who was in the battalion engaged in the fleet landing maneuvers at Panama reported the following observation on the Garand to the Chief of Infantry in May, 1938.
'The M1 rifles with which the battalion was armed, were a revelation to the troops. They were most reliable in their functioning, even after some of the rifles fell into the water and sand when landing on the beach. The troops were highly enthusiastic about their performance an antiaircraft weapons against low-flying planes. Four times as many hits were made on a target towed by plane than have been made possible with the Springfield rifle.'
Production of the new weapon was slow at first. Congress then appropriated large sums of money to push production of the new rifle to fully equip the nation's standing Army, then numbering about 165,000.
It was at this point World War II exploded across the horizon and the Springfield Armory was faced with its greatest production challenge in its entire history." - Chris Dvarecka
Springfield Union. "Military Gunsmith. Women Produce Rifles While Men Shoot Them. Distaff Workers Operate Machines in All-Out War Effort; Garand Key Weapon. Although the atomic bomb brought about the cessation of hostilites in World War II with unmistakable finality, the war was fought and won on the beaches of Pacific Islands and plains of Europe by the 'queen of battles' - the infantryman. He fought and made his contribution to victory with a Springfield Armory product - the Garand rifle. Once armed with this fine weapon, the American fighting man quickly proved his worth in many different diffuse combat zones.
Four Million Garand. Supplying our millions of troops with the new Garand rifle, however, is another story that can only be told by visiting the Springfield Armory in those hectic war years. It was here that the rifle was developed and it was here that more than four million Garands poured off the assembly lines between 1940 and the end of the war. The enormous total of rifles produced here proved more than the aggregate total of all shoulder arms manufactured here from 1794 to 1940.
The cloud of criticism which initially arose from rival gun designers and other groups over the adoption of the Garand rifle, brought about temporary difficulties in Congress over an appropriation of $2 million in 1941 for quantity production. It was not until the Battle of Bataan in 1942 that the Garand rifle was tested in actual combat. It performed so well that all criticism was muffled. Gen. Douglas MacArthur went out of his way to praise the "outstanding" performance. His comments were later to be echoed by another illustrious leader, Gen. George Patton, who said, 'I consider the M1 the greatest weapon ever made.'
Once mass production got under way, rifles came off assembly lines by the thousands. As previously mentioned, the total output of all shoulder arms at the Armory up to 1937 was 3,821,743 pieces. Early in 1944, Garand rifle number 2 million was manufactured here. By July, 1944 rifle number 3 million wa made. By the war's end more than 4 million Garand rifles had been made here and placed in the hands of American fighting men.
The excellent production record saw the Springfield Armory awarded the Army and Navy 'E' citation several times - the first citation coming in September, 1942. In commenting on Armory production, Undersecretary of War Robert Patterson said, 'The high and practical patriotism of the men and women employees of the Springfield Armory is inspiring and heartening.'
The key to this amazing production record was people. Thousands of people froFrom a work force of approximately today's size - 2850 people in June, 1940 the number of employees rose to 6000 in May, 1941. Three months before Pearl Harbor the work force stood at 7500 persons. In April, 1942, the total went over 10,000 and, in March, 1943, total employment hit an all-time peak of 13,762 persons. This total is the largest number of jobs ever provided in any plant in the history of the city.
Women Workers. One of the most noticeable transformations occurring at the Armory was the huge influx of women war workers into the shops. First employed here in limited numbers in World War I, they soon comprised nearly 70 per cent of the work force in World War II.
On November 22, 1941 - 15 days prior to Pearl Harbor, the Armory hired its first women war workers in over two decades. On that day, 14 women were hired for jobs ordinarily handled by men. The group included a forewoman, six drilling machine operators, four milling machine operators and three punch press operator. Before reporting here for work the women underwent courses at the local Trade High School.
All told, 8667 women were hired between Pearl Harbor and June, 1943 - more than 7000 of which worked in shop production areas. They performed with praiseworthy efficiency. As a group they provided only one problem - a high turnover rate readily attributed to domestic problems and fatigue.
Some of the women hired had worked at the Armory in World War I. Their reaction to the changes at the Armory in the quarter-century since they left is interesting. They all agreed that working conditions were improved over those of 1918. Lighting facilities, ventialiation, equipment, and, above all, the attitude of men toward women shop workers, all had changed for the better.
Mother of 18. Women from every strata of society did their bit. A woman college professor worked as a lathe operator, a Gold Star mother was employed as a woodworker, a well-known opera singer worked as a short-order cook in the cafeteria, and a Springfield woman, the mother of 18 children, operated a machine. The first girls to be hired as gage checkers in the long history of the Armory, nine young college girls, were employed here in this period. In fact, women handled all types of jobs except those in the higher skilled trades and those of a heavy nature.
During these war years the Armory scene was one of feverish activity and many changes in shop and offices took place. New buildings went up on the hill. Buildings 104 and 111 were erected to house the milling shop, metallurgical and chemical laboratories, a Gage Lab, and machine and stocking shops. An addition to the Research and Development facility was also constructed. In 1941 work was begun on a Field Service Building (now Bldg. 20).
However, on Jan. 30, 1942, with the building two-thirds completed, a disastrous fire broke out, resulting in $150,000 damage to the structure. Firemen battled the spectacular blaze for two hours before it was brought under control. Every available piece of equipment in the city was pressed into service. The Springfield Civil Defense fighting unit also fought the blaze. The damaging fire was attributed to the accidental upsetting of a lighted salamander by a workman. The salamander ignited a canvas tarpaulin and the structure was a blazing inferno in a matter of minutes. The building was restored by May, 1942, however.
Apprentice School. Other innovations during these years included the establishment of an Apprentice School in 1939. The first class was graduated in 1943. In 1940 a Springfield Armory Credit Union was formed. The creation of a new Industrial Relations Office was announced in 1941. It was under the direction of this department that a plant magazine the 'Armory News' was first published in March, 1941. A Springfield Armory Athletic Association was organized and placed Armory teams in competitiThe hectic night and day place brought about the necessity of many leisure time activities. The Springfield Armory employees' fund sponsored many mammoth employee outings - picnics at Riverside attended by thousands, dances, dinners and the like. Special entertainments were provided for home-front morale -name bands such as Benny Goodman and others played at Armory gatherings. To describe the Armory work scene as a 'boom town; within a community would be an accurate summation.
Production Tapered. By July, 1944, the job was nearly done. Although the war lasted another year, production began to slow down and some cuts were made in the work force. Between January and October, 1944, employment dropped from 12,500 to 9300. The 3 p.m. to 11 shift was discontinued. However, much still remained to be done and the overall work force remained at relatively high figures into 1945.
Springfield Armory workers were the recipients of much praise for their yeoman-like performance and so was the man responsible for the gun that again brought the Armory into the national limelight.
Garand Honored. On March 28, 1944, Secretary of State Cordell Hull, on behalf of the United States Government, presented the first civilian Medal of Honor to John Garand for 'exceptionally meritorious service' to his country. This Medal of Honor for civilians is the equivalent of the Congressional Medal of Honor awarded in rare and exceptional cases to soldiers, sailors and airmen. Many other awards were heaped upon the deserving shoulders of the Armory inventor.
In 1945, Mr. Garand became the first employee at the Armory to be granted a special increase in pay and promotion in standing under authority granted by a special act of Congress. In tribute to Mr. Garand, the New York Herald Tribune once said: 'With great success finally in his hands, he turned the M1 rifle over for no great pecuniary regard to the people of the United States; stuck to his lathe and sticks to it with the superior shrewdness of the man who knows that an opportunity to give to the world out his unusual gifts is much rarer than the most tempting opportunities to make a lot of money.'
The inventiveness of John Garand and the patriotic devotion of duty of thousands of Armory employees helped to bring the world's greatest global conflict to a successful conclusion. The defeat of the Nazi war machine in May, 1945 and the capitulation a few months later of the Japanese ended another stirring chapter in the already well-crowded history of the Springfield Armory." - Chris Dvarecka
Springfield Union, 04/25/1937 - "WOULD HALT GUNMAKING AT ARMORY HERE. Rep. Collins Says Garand Rifles Could Be Made More Efficiently by Private Industry. The Garand semiautomatic rifles, now being manufactured for the Army at the Springfield Armory, should be made by private industry, Rep. Ross Collins (D.-Miss.), a member of the House Appropriations Committee, said tonight. 'Private industry knows more about manufacturing than do Army officers. It could manufacture these semiautomatic rifles cheaper and more efficiently. Delay after delay has occurred in the proposed production of these rifles by the Army. Only 80 have been made and they are for experimental purposes. The best guns in this country today are possessed by the bandits,' asserted Rep. Collins, a former chairman of the War Department subcommittee, and known for his knowledge of Army affairs and antimilitarist leanings.
'If the government has the option of two prices on a semiautomatic rifle or on any other gun, it should take the cheapest. The cheapest price, in the case of the Garand rifle, would be from private industry. It should be taken,' said the Mississippi member of Congress.
Rep. Collins added, however, that he does not intend to introduce an amendment to the Army appropriations bill directing the manufacture of the Garand rifle by private industry. He is a DemoThe belief of Rep. Collins that private industry could make the Garand semiautomatic cheaper than the Army can was not concurred in by Gen. Tschappat, chief of ordnance of the Army, during recent House appropriations subcommittee hearings. The latter maintained the Springfield arsenal not only was experienced in the production of small arms, but could make the Garands cheaper than could private industry. Gen. Malin Craig, chief of staff, told Congressman Collins that in case of war, private industry would have to be called upon to help with production of the semiautomatic that eventually it is planned to equip all the infantry with.
Gen. Craig admitted that the 'Ordnance Department is still encountering difficulties in fabrication' but predicted that the total number of rifles appropriated for 7540, will be manufactured at Springfield during the coming fiscal year starting next July 1. Gen. Tschappat was not so optimistic, contending himself with predicting that 'we will get some of them out this summer.' The two latest congressional appropriations for manufacture of the new Garand semiautomatic were 149,636 a year ago and 139,123 a year before that. War Department officials testified that 80 hand-made ones that have been produced cost about $125 apiece but that with contemplated machine production the cost will fall to about $50 each.
Gen. Craig explained that 'the immediate objective is to equip selected units at the infantry and cavalry schools and in two of the regular army divisions (with the semiautomatic). Funds for the rifles requested for the purpose numbering 7540, have been appropriated. Subsequently it is proposed to equip additional units on the basis of the experience gained. Before this is done, however, funds should be supplied for the necessary tooling in order to be prepared for greater production should emergency demand.' The War Department has already been given some funds for putting in machine production of the new rifles at Springfield. This spring it asked the budget bureau for $40,000 and was turned down. However, in the Army money bill given to the House today there is a lump sum for tools such as jigs and dies and part of this could be allocated by the Army to the Springfield work, it is stated."
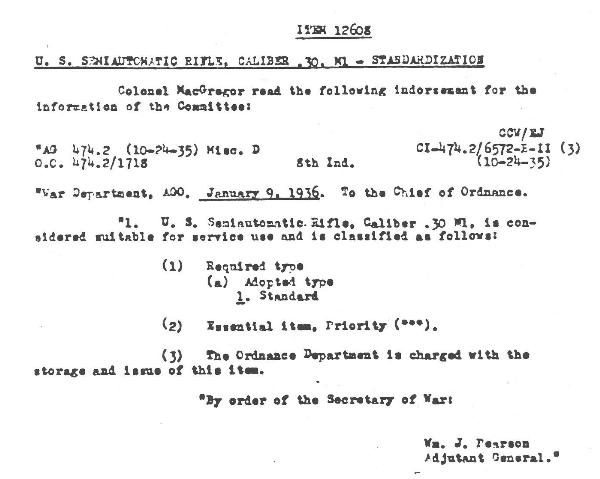
Notes: Following some modifications to the bolt on the T1E1 in March 1932, the order was given to proceed with production of eighty rifles, which at that time were called the T1E2. On August 3, 1933, while the guns were being manufactured, the designation was changed to U.S. Semiautomatic Rifle, Caliber .30, M1. All eighty arms were finished by May, 1934 and fifty were sent to the Infantry and thirty to the Cavalry for testing. After some field recommendations were accepted, the weapons were shipped back to Springfield for modifications, and in May, 1935 returned to the field. By October, both the Infantry and the Cavalry recommended adoption. On January 9, 1936, the Adjutant General, William J. Pearson, gave final approval for standardization.
This weapon was shipped to Aberdeen Proving Ground on 10 April 1934. After testing, it was returned to Springfield on 24 April 1934. After some modifications, it was fired for endurance.
"POST HEADQUARTERS
SPRINGFIELD ARMORY
SPRINGFIELD, MASS.
July 24, 1934
SPECIAL ORDERS
NO. 43
1. In accordance with instructions contained in letter from the Ordnance Office, O.O. 474.2/1533 (S.A. 474.2/908) dated July 19, 1934, Mr. John C. Garand, civilian employee at this Armory, will proceed on or about August 10, 1934 to Fort Benning, Ga., and Ft. Riley, Kansas, to confer with the service boards on the operation of the U.S. Semi-Automatic Rifle, Cal. .30, M1 during the progress of the service tests.
2. Mr. Garand should arrange to arrive at Fort Benning on August 13, 1934, and depart in time to permit him to arrive at Fort Riley on August 20th. He should return to arrive at Springfield Armory about August 27th.
Mr. Garand will be paid The Quartermaster Corps will furnish the necessary transportation.
The travel directed is necessary in the military service and the cost thereof is chargeable to Procurement Authority (852) ORD 34-P97-1380-A-425-45.
BY ORDER OF LT-COLONEL SMITH:
E.C. FRANKLIN
1st Lieut., Ordnance Department
Adjutant.
OFFICIAL: FILE COPY"
"POST HEADQUARTERS
SPRINGFIELD ARMORY
SPRINGFIELD, MASS.
September 11, 1934
SPECIAL ORDERS
NUMBER 71.
1. In accordance with telegraphic instructions from the Office of the Chief of Ordnance on September 10, 1934, Mr. John C. Garand, civilian employee at this Armory, will proceed on or about September 11, 1934 to Fort Benning, Ga., via Washington, D.C., (leaving Washington on Seaboard Air Line train #107 on Wednesday, September 12, 1934, at 2:20 P.M.) on temporary duty for a period of ten days in connection with the tests of the U.S. Semi-Automatic Rifle, Cal. .30, M1.
Upon completion of this temporary duty, Mr. Garand will proceed to Washington, D.C., on temporary duty, reporting upon arrival to the Chief of Ordnance, authority for which travel has been requested from the Secretary of War by the Chief of Ordnance, (per 2nd Ind., dated Sept. 10, 1934, O.O. 474.2/1562, S.A. 474.2/935).
Upon completion of this temporary duty, Mr. Garand will return to his proper station at Springfield Armory, Mass.
Mr. Garand will be paid a per diem allowance of $5.00 in lieu of subsistence during the period covered by this order and chargeable to Procurement Authority (FD 1420-P210-0530-A-085-5).
The Quartermaster Corps will furnish the necessary transportation. The travel directed is necessary in the military service and the cost thereof is chargeable to Procurement Authority (FD 1420-P210-0600-A-085-5 Railroad Transportation), and (FD-1420-P210-0610-A-085-5 Street car fares, taxi fares, bus fares, etc.)
By Order of LT-COLONEL SMITH:
EVERETT COLLINS
Major, Ordnance Department
Adjutant.
OFFICIAL:"
"On August 3, 1933, eight months before the first Model Shop rifles were ready for testing, the T1E2 Garand rifle was informally approved by O.C.M. Item 10826 as to type, and given the designation 'U.S. Semiautomatic Rifle Caliber .30, M1.' In the U.S. Army, the use of the word 'Model' or the capitalized letter 'M' directly in front of a number to describe an item indicates that that item has become officially 'standardized'. Initially, as with the M1903 Springfield rifle, the number indicated the year of adoption, but by the time the M1 rifle was adopted the number has become simply a sequential identifier.
...contrary to what collectors might fervently wish to believe, there remains no such thing as an 'original' Model Shop M1 Rifle. Today, all known Model Shop M1s reflect a certain 'post-Model-Shop' time frame, which can be ascertained by noting the configuration of the latest parts in the rifle.
For instance, a detailed examination of M1 serial no. 1, on display at the Springfield Armory National Historic Site (SANHS), will reveal that this fine rifle, produced in 1934, has been refurbished to circa 1938 standards. The gas cylinder plug is undercut and threaded for the first type experimental black firing adapter (BFA), which was introduced on September 27, 1938. Additionally, the front sight has the straight-up 'wings' on either side of the blade, a feature not adopted until 1937.
...a detailed, examination of M1 serial no. 1, on display at the Springfield Armory National Historic Site (SANHS), will reveal that this fine rifle, produced in 1934, has been refurbished to circa 1938 standards. The gas cylinder plug is undercut and treaded for the first type experimental blank firing adapter (BFA), which was introduced on September 27, 1938. Additionally, the front sight has the straight-up 'wing' on either side of the blade, a feature not adopted until 1937." - Pyle
"Rifle #1 Serviceable - This is assigned to the Museum at this Armory and is being now used in Model Shop for check and reference pu
"The best military hand weapon ever placed on the battlefield in appreciable numbers." - Lieutenant John B. George
"I ordered my men to abandon their heavy equipment and get ashore. There went the ladders, flamethrower, the mortars, one of two bazookas and some ammunition. Most of my men were able to hold onto their rifles. I was surprised when they were able to fire as soon as they came on shore. It shows the M1 is an excellent weapon." - Lt. John Spaulding, E Company, 16th Regiment. D-Day, June 6, 1944.
"The Garand has proved itself excellent in combat in the Philippines. Under combat conditions it operated with no mechanical defects and when used in foxholes did not develop stoppages from dust and dirt. It has been in almost constant action for as much as a week without cleaning or lubrication." - General Douglas MacArthur
"In my opinion, the M1 rifle is the greatest battle implement ever devised." - General George Patton
"The one success in this dismal 173 year record (Ordnance Department) was the Springfield M1. For the first and last time in history, GIs went to war in 1941 with a rifle clearly superior to their enemies'." - John Lehman, Secretary of the Navy in the Reagan Administration, writing in the 9 March 1995 edition of the "Wall St. Journal."
"The M1 Garand rifle was first used in combat by U.S. troops of the Philippine Division of the United States Forces Far East, against Japanese troops invading the Philippine Islands in December 1941 - January 1942. Only limited numbers of Garand rifles were available in overseas areas at that time, however, and most most of the American and Philippine soldiers were still armed with the Springfield M1903 rifle during the early battles of the war. In October 1942 at Guadalcanal, Army reinforcements landing two months after the initial Marine invasion were armed with the M1; Marine Corps units were still armed with the Springfield rifles. First battle use of the Garand rifle by U.S. Army troops in the European Theatre of Operations was against the Vichy French Colonial Troops during the invasion of South Africa, on November 8 - 11, 1942. First contact with German troops occured in Tunesia in January 1943. Used in ever-increasing numbers as the war continued, the M1 Garand became the outstanding infantry rifle of World War II. General George S. Patton, one of the most daring of American World War II commanders, called the M1 'the best battle implement ever devised.' - Johnson & Lockhoven
"On August 3, 1933, the rifle's 'T1E2' designation was formally changed to 'U.S. Semiautomatic Rifle, Caliber .30 M1.' This official nomenclature change reflected the War Department's recently adopted policy of using the 'Model' ('M') designation for a weapon rather than the year of adoption as has been previous practice. The first rifle adopted (or considered for adoption) under the new system was given the designation of 'M1.' ('Model Number 1'). It should be noted that there is not a dash between M and 1. References to the 'M-1' rifle are technically incorrect; the proper designation is M1." - Canfield
"It's a pretty good gun, I think. I have letters from soldiers who used it in the war. They said it did a lot of good, and that is enough for me." - John Garand
"It has often been repeated in the official literature that during his lengthy career, John Garand was awarded 54 patents. An extensive search of the U.S. Patent Office records by patent expert Donald G. Thomas reveals a somewhat smaller number - 44 to be exact. The first of these was granted in 1923 and the last three in 1950. Perhaps the official record has taken into account patent coverage issued to protect Garand's inventions in foreign countries.
Not all of his patents concerned features intended for use in the M1 Rifle. Some were for specific improvements in manufacturing methods or tooling. A number of his later patents concerned the two versions of the Light Rifle he developed for Springfield Armory, and additional designs for other parties." - THE
�MYTH: M1 Rifle serial number 1 on display at SANHS was never rebuilt.
FACT: All Model Shop M1 Rifle (serial numbers 1-80_ went through several major rebuilds. Each time they were sent to the field for testing they were returned to Springfield Armory for overhaul. The purpose of this rebuild was for the correction of any deficiencies found in the testing. Field trials necessitated improvements in component design. There are NO original 1934 configuration Model Shop rifles in existence.� � THE GARAND STAND REPORT, Summer 2007.
DISPOSITION OF OTHER M1 RIFLES THAT WERE IN THE SPRINGFIELD ARMORY MUSEUM COLLECTION:
Army #5496 - M1 SN# 200225 - Surveyed 6/27/58
Army #5497 - M1 SN# 256849 - Surveyed 6/27/58
Army #6479 - M1 SN# 470840 - Surveyed 6/27/58. This weapon was listed on loan to Mr. Walter Howe from 21 March 1957 to 28 March 1958. Weapon was displayed at the NRA Conference at the Shoreham Hotel, Washington, D.C. Weapon also listed as on loan to Detroit Arsenal.
Army #7802 - M1 SN# 4214218 - Transferred to Ft. Lee on 29 June 1967.
Army #8473 - M1 SN# 6090667 - Transferred to Watervliet on 5 May 1972.
Army #8626 - M1 SN# 6098955 - Transferred to Watervliet on 18 May 1972.
Army #8897 - M1 SN# 2433396 - Transferred to Aberdeen on 7 August 1984.
U.S. RIFLE M1 GARAND
Assigned serial numbers:
1-100000 Springfield Armory
100001-165500 Winchester R.A. Co.
165501-865500 Springfield Armory
865501-1200000 Springfield Armory
1200001-1261260 Winchester R.A. Co.
1261261-1357473 Winchester R.A. Co.
1357474-1380000 Duplicate Numbers by W.R.A.
1357474-2305849 Springfield Armory
2305850-2655849 Winchester R.A. Co.
X2655982-X2656148 RIA
2656149-4200000 Springfield Armory
4200001-4399999 Springfield Armory
4400000-4660000 International Harvester
4660001-4800000 Harrington & Richardson
4800001-4999999 Not assigned
5000000-5000500 Springfield Armory
5000501-5278245 International Harvester
5278246-5488246 Springfield Armory
5488847-5793847 Harrington & Richardson
5793848-6099905 Springfield Armory
Winchester's serial-numbering system appears to have changed in January 1945. This seems to be about the time W.R.A. switched from 2.5 million serial numbers to 1.6 million. These are often referred to as WIN-13 rifles. The 2.5 million numbers stopped in the area of 2,535,XXX which places it about 39,000 rifles from the end of production in June 1945. It is believed that approximately 40,000 WIN-13 rifles were produced. In addition, rifles in the 1.6 million serial number range have been observed ranging from number 1,602,XXX through 1,639,XXX. All of this supports the January 1945 date for the serial number range change.
1932-1934 - 80
1937
AUG-120
SEP-307
OCT-539
NOV-696
DEC-1034
1938
JAN-1186
FEB-1338
MAR-1809
APR-2213
MAY-2406
JUN-2911
JUL-2911
AUG-3537
SEP-4386
OCT-5242
NOV-6072
DEC-6972
1939
JAN-7715
FEB-8762
MAR-9893
APR-10703
MAY-11511
JUN-12848
JUL-12911
AUG-14823
SEP-17010
OCT-19410
NOV-21293
DEC-23567
1940
JAN-26729
FEB-30008
MAR-33790
APR-38034
MAY-41679
JUN-46221
JUL-51970
AUG-59868
SEP-68054
OCT-78306
NOV-90177
DEC-100000 & 165001 to 169073
1941
JAN-183519
FEB-197811
MAR-211228
APR-228527
MAY-248757
JUN-269686
JUL-296252
AUG-324301
SEP-349442
OCT-377258
NOV-401529
DEC-429811
1942
JAN-462737
FEB-498216
MAR-542494
APR-588879
MAY-638679
JUN-691401
JUL-749779
AUG-809016
SEP-872343
OCT-940250
NOV-1008899
DEC-1090310
1943
JAN-1169091
FEB-1200000 & 1357474-1396255
MAR-1469177
APR-1547452
MAY-1629565
JUN-1710012
JUL-1786469
AUG-1877654
SEP-1978407
OCT-2092825
NOV-2204430
DEC-2305849
1944
JAN-2543412
FEB-2634316
MAR-2723004
APR-2810628
MAY-2900312
JUN-2981126
JUL-3051952
AUG-3114434
SEP-3180532
OCT-3242497
NOV-3302641
DEC-3359159
1945
JAN-3450503
FEB-3532489
MAR-3627442
APR-3717867
MAY-3797768
JUN-3875601
JUL
AUG-3888081
SEP
OCT
WINCHESTER REPEATING ARMS CO.
1941
JAN-100501
FEB-100831
MAR-102701
APR-104901
MAY-107801
JUN-111501
JUL-115501
AUG-120111
SEP-122081
OCT-126130
NOV-131130
DEC-137960
1942
JAN-144110
FEB-149130
MAR-155310
APR-162190
MAY-165500 & 1200001-1203692
JUN-1210472
JUL-1218972
AUG-1228982
SEP-1241002
OCT-1254002
NOV-1266502
DEC-1276102
1943
JAN-1282762
FEB-1294762
MAR-1309772
APR-1323872
MAY-1336882
JUN-1349982
JUL-1364982
AUG-1380000 & 2305850-2305932
SEP-2318032
OCT-2334032
NOV-2349632
DEC-2364642
1944
JAN-2379642
FEB-2394642
MAR-2409642
APR-2424642
MAY-2439642
JUN-2454642
JUL-2469642
AUG-2484642
SEP-2499642
OCT-2513822
NOV-2523942
DEC-2533142
1945
JAN-2536600 (Mid-January to June 30 are WIN-13 rifles. Their serial number range is approximately 1600000 to 1640000).
References:
Canfield, Bruce. COMPLETE GUIDE TO THE M1 GARAND AND M1 CARBINE. Andrew Mowbray Inc. Lincoln, R.I. 1999.
Duff, Scott. THE M1 GARAND: WORLD WAR II. Scott A. Duff, Export, Pa. 1993.
Hatcher, Julian S. HATCHER'S BOOK OF THE GARAND. The Gun Room Press. Highland Park, N.J. 1983.
Johnson, George B. & Thomas B. Lockhoven. INTERNATIONAL ARMAMENT. Vol. II. International Small Arms Publishers. Cologne, Germany. 1965.
Poyer, Joe & Craig Riesch. M1 GARAND: 1936 TO 1957. North Cape Publications. Tustin, Ca. 2001.
Pyle, Billy. THE GAS TRAP GARAND. Collector Grade Publications. Cobourg, Ontario, Canada. 1999.
UNITED STATES MARTIAL & COLLECTOR ARMS. Military Arms Research Service. San Jose, Ca. 1971.
---------------------------------------------------------------------------------------------------------------------------
U.S. RIFLE CALIBER .30 M1: HISTORY OF DESIGN, DEVELOPMENT, PROCURMENT AND PRODUCTION, 1936 to 1945.
July 1946
Historical Section, Executive Division Office, Chief of Ordnance, Washington, D.C.
Project Supporting Paper No. 37
Prepared by: William H. Davis
Historical Section
Reproduced from History of Design, Development, Procurement and Production, 1936-1945, of U.S. Rifle Caliber .30, M1, Project Supporting Paper No. 37 prepared by Mr. William H. Davis, Historical Section, Executive Division, Office, Chief of Ordnance, Washington, D.C. - O Tng. Div., 08, APG, Md.
FORWARD - The following narrative and its supporting data relates the story of a truly outstanding military weapon, the U.S. Rifle caliber .30 M1.
Its history, from first experimentation with semiautomatic rifles through World War II covers a period of about forty four years, and its effect as a first line weapon has been fully demonstrated in combat.
This narrative supersedes and includes the material embodied in "The History of Small Arms Material - U.S. Rifle M1' dated July 1944, and 'Supplement I to History of U.S. Rifle caliber .30 M1,' dated 15 June 1945.
HISTORY OF U.S. RIFLE CAL. 3O M1
1900-1919, The Era of Development Preceding the Garand Rifle. - The Records of Research and Development of semi-automatic weapons during the period 1900-1919 form an important counterpart of the history of the Garand Rifle. It was during this period that many problems associated with recoil and gas operated weapons were largely overcome. The collective knowledge gained during this early period aided greatly in the later development of the Garand Rifle. It is significant to point out that only through this twenty years of trial and improvement was the Ordnance Department able to determine essential features which when finally established were incorporated into a gas operated semi-automatic rifle by John C. Garand. This weapon, the cal. 30 M-1 Rifle (Garand) was adopted by the Infantry Board in January of 1936.
Soon after the turn of the century and prior to our entry into World War I, a project was initiated by the Ordnance Department for the development of a semi-automatic rifle for standard issue to infantry groups. It was seen at this early date that the availability of greater fire power would be an important factor in any war activity in the future and tentative plans were drawn up to put a development program into operation. Even before the Ordnance Department had issued requests however, for a semi-automatic suitable for military service, one Stomatic rifle. In October 1900, Colonel Frank Phipps, Ordnance, then Commanding Officer at Springfield Armory, wrote to the Chief of Ordnance urging the procuring of models of semi-automatics being developed in Europe.
In the course of 1901 two models were considered at Springfield Armory, one formally tested by a board of officers convened for that purpose. Test of the Bergman Combination Automatic Pistol and Carbine, a recoil operated weapon, resulted in Nov 1901, in unconditional rejection of the model as being too heavy and too badly balanced to be suitable for service use. Blueprints of the second weapon, a trooper's gas-operated automatic rifle submitted by the Buescher Manufacturing Company of Eikhart, Indiana, indicated that the design of their rifle was too complicated to merit formal test. In spite of the company's assurance that the rifle could be used either as a full or a semi-automatic weapon, and that its parts were simple and not likely to get out of repair, Colonel Phipps reported it unsuitable because of the large number of small and weak parts, its likelihood of clogging with dirt, and the objectionable feature of gravity cartridge feed.
During the next two years considerable correspondence was carried on between Colonel Phipps, the Chief of Ordnance and American Military attaches in European Capitals in an endeavor to obtain completed foreign models of semi-automatic. Until midsummer of 1903, these efforts proved on no avail. In the meanwhile, however, the Springfield Armory Staff was working on the problem. In June 1902, J.L. Murphy, mechanical draftsman at the Armory, submitted a dwg. of a gun which it was hoped, might serve as a basis for development. A year later, a blueprint and description of a simpler recoil-operated model was forwarded to the Ordnance Office, a rifle designed with a telescopic bolt according to a plan of Captain John Thompson, then stationed at the Armory. Requests from the Ordnance Office for calculations to determine the action of the mechanism before any work be undertaken upon the construction of a model delayed the development work many months, and authorization of the manufacture of a semi-automatic of this design was not granted until 8 Nov 1905. Mr. Murphy died in Dec. of that year. Lt. Wilford J. Hawkins, Ordnance Department, was put in charge of the manufacture of a model of this rifle which was finished in October 1906. The test of this weapon which was conducted the following month however, disclosed serious weaknesses in the rifle. The friction developed between the cartridge case and chamber walls was so great as to retain all or a part of the case in the chamber under any pressure obtained. This was deemed a fundamental fault which obliged the board to label that type of gun impractical.
This discouraging outcome of five years work was a less severe blow than might have been as the armory board was at the same time able to render a favorable verdict upon the rough working model of a new automatic, designed by the Lt. Hawkins who had been directing work upon the Murphy Rifle. This form of rifle was new in principal so far as was known by the armory board and from its action in the rough, unperfected model, the design seemed to show considerable promise. Complete drawings and fabrication for a finished rifle were recommended. The new model was ready for test by May 1907 and was reported upon by the board in June. Difficulty in the bolt catch which failed to retain the bolt as the barrel moved forward in counter-recoil led to recommendation of redesign for the bolt catch before continuing the test. That change efocated in the armory files.
Progress on the Hawkins rifle was slow and not until Mid-February 1910, could the commanding officer, Colonel S.E. Blunt, announce that the redesigned arm would be ready shortly for testing. It was found that in the original design of this rifle that sufficient space was not allowed between the head of the bolt and the end of the cartridge when the bolt is in its recoiled position. The space was so small that the cartridge did not have sufficient time to rise before the bolt commenced its forward movement, thereby causing a jam. The jamming however was overcome by shortening the cartridge. If the formal test of this modified rifle was conducted, no record of the report has been found in the Armory files. In Feb. 1911, however, the commanding officer declared that while experiments had been continued and several slight improvements of design achieved, every effort to overcome overheating of the barrel and consequent tendency of the barrel to remain in its recoiled position had been unsuccessful. He recommended that the experimentation be dropped. While the design of the rifle was ingenious, it was not believed that it could be made to function satisfactorily, and moreover, a design having a recoiling barrel has many objections for a service arm. In a recoil operated weapon, the energy for semiautomatic fire is supplied by the blowback form the exploding cartridge working against the face of the bolt. In order to allow the chamber pressure to drop sufficiently before the breech is opened, the barrel travels to the rear of a portion of the cycle along with the bolt. Because of this barrel movement, certain problems are introduced in the construction of a suitable handguard, and attachment of a bayonet. Again in the fall of 1912 Lt. Col. Pierce, successor to Col. Blunt as Commanding Officer at Springfield Armory advised abandonment of endeavor to develop any semi-automatic shoulder arm with a recoiling barrel, and meanwhile a promising model with a fixed barrel had been tested at the armory. So after ten years of work the first Springfield designs were abandoned. Later, in August 1913, a totally new design was undertaken, the scheme of Captain Greedy C. Sheppard of the Ordnance Department then stationed at the armory. Work was continued on this design on down into 1917.
Fortunately in the interim considerable progress upon models had been made by various other inventors. Experience gained by Ordnance during this early development period was reflected in the requirements established for semi-automatic models to be considered for testing and possible adoption by the government. In the Spring of 1909 at the request of Ordnance Office the armory prepared a circular: "The Design of a Semi-Automatic Rifle Should Embody The Following Features."
(1) A simple, strong and durable mechanism, composed of as few parts as possible, readily dismounted and mounted with as few tools as practicable, and assembled with the minimum number of springs, screws, or pins. The mechanism should be as compact as possible.
(2) The caliber should be about 0.30.
(3) The magazine of other attachment for holding cartridges to have a capacity of not less than eight. The department will, however, consider a design submitted with a view of modifying or adapting the present service rifle to a semi-automatic rifle, in which case a capacity of 5 cartridges in the magazine will be sufficient.
(4) The weight of the bullet to be not less than 150 grains.
(5) The initial velocity to be not less than 2650 feet per second.
(6) The bolt to be locked or in its firing position before the firing mechanism can be operated.
(7) The breech-block to remain open when the last cartridge in the magazine has been fired.
(8) The trigger pull (measured at the middle point of bow or trigger), to be not less than three nor more than 4 � pounds.
(9) A magazine cut-off, and a safety(10) A minimum limit of fire, considering time for motion of parts, for reloading, etc., or 90 rounds per minute, when firing as rapidly as possible.
(11) (a) Must be capable of use as a single loading arm, magazine in reserve. (b) must be capable of use as a magazine rifle, fed by hand, with semi-automatic feature entirely cut out.
(12) Recocking the piece without moving bolt in case of Mis-Fire.
(13) Reasonable certainty of action in automatic loading and ejection.
(14) Comparatively easy action in ejecting by hand in case of Mis-Fire or Jam.
(15) Good balance and shape, adapted to endurance firing.
(16) Not be automatic.
(17) Weight not to exceed 11 pounds. This does not include cartridges or bayonet.
THE FOLLOWING FEATURES ARE CONSIDERED DESIRABLE
(1) In the construction, such separation of parts that each part may be readily replaced in case of repair. Parts riveted together or more or less permanently joined are objectionable.
(2) Vertical in preference to side ejection of cartridge case.
(3) No special tools for dismounting or assembling.
(4) An automatic indicator of the number of cartridges in the magazine, the mechanism to be so arranged as to prevent the entrance of dust etc.
(5) Cartridges of length over all not more than three inches. The use of shorter cartridges will allow reduction in length of receiver, and will facilitate feeding. This is considered a very desirable feature.
THE FOLLOWING FEATURES ARE PREFERABLE
(1) A bolt securely locked to the barrel until the bullet has left the bore.
(2) Interchangeability of parts between rifles of same model.
(3) A bolt in one piece, to a bolt with a separate head.
Public interest was now more sharply then ever before concentrated upon the specific problems involved in the development of semi-automatic shoulder arms and not until 1913 was minor amendment to these official requirements made.
So while men at the Armory worked upon the design and construction of the Murphy and Hawkins Rifles, a number of independent inventors, American and Foreign, their own ideas. In the summer of 1902 Colonel Phipps, having studied specifications and drawings of a design of a St. Louis man, J.J. Reifgraber, wrote in his rejection of the proposed model: "Gas-Operated Shoulder Arms to date have not met with Success" both Springfield experimental models of this early period were recoil-operated. During the first decade of testing however more gas-operated than recoil-operated designs were to be examined, and it is of some interest to note that in the 1930s Garand's gas-operated rifle was to be accepted as more useful than the rival blowback model of John Pedersen.
The Schouboe semi-automatic rifle, a Danish model, the invention of Lt. Jens Schouboe and put out by the Dansk Reklye Syndecat of Copenhagen was considered apparently the most promising of any tested before 1907. A first test was conducted by the board of officers convened at the Armory for that purpose in Sep. 1903. The weapon, a recoil-operated arm, functioned sufficiently well to result in the board's requesting the inventor to embody a series of changes in the design and then to resubmit the rifle. Report of the test of the redesigned model was made on April 7, 1905. Tests of further modification were made in 1906, 1909, and 1911. The most serious defect noted was the overriding of the cartridge or the follower by the bolt, and in the former case the consequent jamming of the cartridge at the front end as the bolt moved forward. The difficulty lay in the pressure created by the 1903 cartridge, for with the Danish Ammunition, functioning was satisfactory. So the rifles were returned for further changes.
The attempt to adapt the Schouboe design to use with 1903 cartridges proved unsuccessful and not until 1909 was another model, also unsatisfactory, submitted. Report of the 1909 test has not been found. In April 1911 the board of officers testing the latest Schouboe model was emphati(1) The magazine could hold but 5 cartridges.
(2) The safety features were unsatisfactory.
(3) Rate of fire, 45 rounds per minute, was insufficient.
(4) It was not readily useable as a magazine rifle.
(5) In case of misfire recocking necessitated the bolt to the rear.
(6) It was not accurate, due to the recoiling barrel.
(7) Broken parts were not readily replaced.
(8) Tools were needed for dismounting and reassembling.
(9) There was no automatic indicator shoving the number of cartridges in the magazine.
(10) There was no device to show whether or not the rifle was loaded.
(11) The bolt was in two pieces instead of one.
(12) There was no adjustment for the retractor spring or the percussion spring.
(13) The arm lacked strength and durability the report concluded: It is inferior to our service rifle in accuracy, serviceability, and in rapidity, except, when used as a semi-automatic. By that time, however, the competition had become very much keener and each invention showed the results of accumulated experience.
Three attempts were made to find devices to convert the standard service M1903 to semi-automatic. During this period 1905-1913, Mr. W.D. Condit, Philadelphia, Pa., Mr. Franklin K. Young, Chatham, Mass. and Mr. Grand Hammond and his backer Dr. Thomas Darlington submitted models for tests. While these devices had desirable features, the most significant of which was the possibility of manufacture with but few changes in existing tools and fixtures; such features were out weighed by poor balance and functional difficulties inherent in the models submitted.
From 1910 down through 1914 tests were made on six more models of semi-automatic rifles and carbines. Drawings of others were examined but no models presented for test. Five of the six models presented for test were discarded rather promptly, the Standard Arms Co. Model, the Dreyse Automatic Carbine, the Kjellman Automatic Rifle, the Benet-Mercie, and the Rock Island Arsenal Model. Only the Bang semi-automatic received prolonged consideration.
The 'Standard Semi-Automatic Sporting Rifle' was twice tested in the early months of 1910. It may have been a further development of the 'Smith-Condit Self-Loading, Gas-Operated Rifle,' inasmuch as W.D. Condit was secretary of the Standard Arms Co. The new rifle was gas-operated. The board of officers examining the Standard refused to recommend it, not because of malfunctioning of the semi-automatic mechanism, but because of the rifle's unsuitability as a military arm. Not only was it not designed for service ammunition, it was labeled not strong enough to handle the high pressures developed. It's rapidity of fire was less than ninety rounds per minute and the length of time needed for reassembly told against it. There were other lesser faults, but probably the chief objection was the rifle's general lack of sturdiness.
This same lack of strength of the weapon to use service ammunition resulted in the rejection of the Dreyse and the Kjellman Automatic rifle. In the consideration of this matter it is to be realized that a weight requirement of 11 lbs. maximum had been established. To remain within this weight limit and yet develop a mechanism sufficiently rugged to handle pressures in the neighborhood of 50,000 lbs. per square inch would build up in the development of the required velocity of 2600 ft/sec indeed presented a problem. In the case of Dreyse, tested on September 12, 1910 the report declared the gun neither safe nor sturdy enough. The Kjellman, a recoil-operated arm of Swedish invention, was of lesser caliber .30 and did not achieve the desired rapidity of fire or initial velocity, and displayed various other weaknesses on the other hand, several advantageous features, the 9.72 pound weight, the bal., the few tools required for disassembly, the useableness either as a self-loader or as a repeater, the arrangement whereby the bolt had to lock before the firing mechanism could be operated, and several other, led the Ordnance Department to instruct the armory to repair In Oct. 1913 the Rock Island Arsenal also submitted for test at Springfield a semi-automatic designed and manufactured at the western arsenal. After only two shots had been fired, however, the bolt broke. As the mechanism failed to meet the requirement of simplicity, strength, and compactness, the commanding officer of the armory, recommended that a new bolt not be fabricated or further tests conducted.
A few weeks before the unqualified disapproval of the Rock Island design, the Benet-Mercie Automatic shoulder rifle was tried out. This was basically a modification of the Benet-Mercie Automatic Machine Rifle, the U.S. Model 1909, lightened and adapted to use as a shoulder arm. The report of the Board of Officers in Springfield announced the rifle tube of ingenious design but too complicated and expensive. Comprising 211 parts, the semi-automatic would be too costly to manufacture for service use.
After 1911 and preceding World War I considerable consideration was given by the Ordnance Department to the Bang semi-automatic rifle named after the inventor S.H. Bang. Test followed by modification of design and then further tests were carried on until the beginning of the first world war at which time development work and consideration of semi-automatic development not connected with the 1903 service rifle was discontinued by Ordnance until hostilities ceased.
1920-1930, The Development of the Garand Rifle - The effort to design a successful Semi-automatic Rifle gained a tremendous amount of impetus as a result of World War I and the knowledge we gained during that conflict of the fire power and efficiency of automatic rifle. It is of interest to note that prior to World War I there were ten thousand Semi-automatic rifle of Mondragon Type, of Mexican design, produced in Germany for Mexico. This clearly indicates that Germany had considerable knowledge of the development, and, was acquainted with the production of semi-automatic rifles at this early date.
In our marked progress that took place during the period 1920-1930, the first important chapter begins in 1919 when John C. Garand, then an employee of the Bureau of Standards, submitted to the Ordnance Department plans for a light weight machine gun. During the World War, Mr. Garand, a tool engineer and automatic machine designer, formerly with the Brown and Sharpe Company and later employed by several other concerns producing fine tools became interested in the possibilities of designing a suitable Semi-automatic Shoulder Arm. The Ordnance Department was not in need of a light machine gun but perceptive officers there thought Garand's principle might be successfully applied to a Semi-automatic rifle. Therefore the Department engaged Garand at a salary of $3600 a year to undertake the design and construction of a Semi-automatic rifle embodying that principle. In October 1919, Garand reported at Springfield Armory which was to be the scene of his research and constructive labors for the next twenty-six years.
Experiments with design and construction of Semi-Automatics at the Armory during this period involved three different persons, each approaching the problem from a different standpoint, Captain James L. Hatcher (now Col.), John C. Garand, and John D. Pedersen. Captain Hatcher, Officer in charge of the Experimental Department from May 1919 to January 1922, by instruction from the Ordnance Department undertook redesign of the Bang Gun, a Semi-Automatic which had given promise in tests before the war. After extensive experimentation and tests however, work was discontinued on this rifle in 1922. Mr. J.D. Pedersen, an inventor and engineer by profession, entered into a contract with the Government in 1923 to develop and construct a Semi-Automatic embodying principles to which he had already given study. Two renewals of contract, one in 1929 and another in 1930, perpetuated his activity on this work down to 1The Ordnance Department's general requirements for a Semi-Automatic, as listed in 1923 in the contract with Pedersen, specified that the new arm should weigh as near eight pounds as possible and not more than 8 1/2; that it should be as near .30 caliber as possible and not less than .276 caliber; that the muzzle velocity should be at least 2450 feet per second; that the trajectory should be only slightly more curved than for the 1903 rifle up to 500 yards; and that accuracy should be obtainable at 800 yards and effective energy at 1000 yards. With these problems before him each man set to work.
The Garand was first considered by a committee on November 4, 1919 and described as being similar to the B.A.R. Tests were conducted June 3, 1920 under Order S.O. 1180 W.D. May 19, 1920. Four rifles were entered:
1. Colt - Colt Patent Firearms Company
2. Berthier - U.S. Machine Gun Company
3. U.S. Semi-Auto M1920 (Exp.) Ordnance Department
4. Garand Rifle, the Ordnance Department
Tests conducted under program, Form 2592 revised August 5, 1919.
The rifles tested had the following characteristics:
a. The Garand was of particular interest in that a new principle of operation was injected in the semi-automatic rifle tests, that of primer blowback. Operation upon this principle was based upon energy transmitted through rearward motion of the cartridge primer upon firing, operating an actuator by virtue of a tappet. The tappet, in addition, acted as firing pin, and the actuator as a striker.
b. The U.S. Rifle 1920 (experimental) operated on the Bang principle, mentioned in a previous paragraph. The gas take off for operation of the rifle, was in the form of a sleeve at the muzzle. The rifle was highly recommended for further study, in that it seemed to offer a greater allowance for variations in different makes of ammunition.
c. The rifle submitted by the U.S. Machine Gun Company (Berthier) obtained power through expansion of powder gases through a port in the barrel, working against a piston contained in a cylinder beneath the barrel, in a manner similar to operation of the Lewis Machine Gun. The rifle was magazine fed from the top. This feature was considered disadvantageous in that a special magazine loader was required as an accessory, and the sight had to be placed off center compelling the firer to assume an unnatural position. Various other disadvantages were noted which did not make for sturdiness and accuracy. In particular, the front and rear sight were on separate pieces of the rifle, which upon repeated disassembly and assembly, might get out of alignment.
d. The Colt rifle, operating on the principle of direct blowback with the 'Blish Principle' of locking, was found to be unsatisfactory in function, one of the principal complaints being the necessity for oiling each cartridge to insure operation. The consensus of opinion pointed toward the rejection of the Blish Principles, as more likely to be suitably applied in a Semi-Automatic rifle, as required by the using services. As a result of the test the board was of the opinion that none of the rifles were satisfactory in the form submitted.
Valuable information had been, however, gained and, based upon the findings of the board, the development of a satisfactory Semi-Automatic rifle to fire the service cartridge, the Cal. .30 M1906, appeared to be well within the range of possibility. Recommendations were made that another test be held in about six months, allowing sufficient time for designers to correct defects discovered during the test and to make such changes in design as were shown to be necessary and desirable.
During the year 1921, a Board of Officers was appointed for the purpose of conducting tests on Semi-Automatic Rifles. Most of the membership was from the Ordnance Department, the Recorder of detail being Captain (now Colonel) S.G. Green of the Small Arms Division of the Ordnance Department. Circulars were distributed itemizing general requirements for Semi-Automatic Rifles and announcing that tests would be conducted at Springfield ArU.S. Machine Gun Company (Berthier)
Colt Patent Firearms Company (Thompson) P.C. Model
Colt Patent Firearms Company (Thompson) V Model
Although tests conducted indicated that progress had been made in the design of Semi-Automatic Rifles it was determined that development was not sufficiently progressed to warrant any change from the then standard Infantry weapon, Rifle, U.S. M1903. The models submitted by the Colt Patent Firearms Company had excessive numbers of parts, required the use of oiling pads and malfunctioned considerably during tests. The U.S Machine Gun Company Berthier Rifle was found unsatisfactory. The inherent weakness of the gun as demonstrated by breakage during the test of the ejector, extractor springs and other parts as well as unsatisfactory location of the sights and inconvenience of carrying were causes for rejection. OCM Item 2912 dated 27 April 1923 sets forth recommendations for certain deviations from previously established requirements the most notable of which was reduction in velocity requirements, reduction in bullet weight, pressures not to exceed 42,000 lbs. per square inch and reduction in the weight of the rifle. These recommendations were made to offset three major problems as recognized at this time:
(1) Excessive heating of the barrel from continuous firing.
(2) Difficulty of ammunition supply.
(3) Weight of the rifle.
The field of competition having been narrowed down to the Garand and Bang designs, the Ordnance Department continued its testing program. These rifles were tested during the year 1922, and evaluated by a board of officers convened for the purpose. The Bang, as previously mentioned, operated on the muzzle sleeve actuating principle, requiring a long and rather heavy actuating rod. The rifle weighed 10 lbs. � oz. and component breakage was high in the tests. Grave doubts were expressed that the rifle could be redesigned to provide sufficient strength and reliability within the weight limits required.
While considerable faith had been placed in the Garand rifle by the board, the possibility of development of new designs was not overlooked. It was coincident with the program in 1923 that Mr. John Pedersen was brought into the picture, and initiated his design program at the Springfield Armory.
It was also during this period that the question of caliber became apparent. It was believed that many of the faults heretofore listed might be eliminated through development of a rifle around a cartridge of smaller caliber. The following is quoted: 'In all of the development of Semi-automatic arms, which has been described, the caliber of the weapons has been the same as that of the service rifle, and the end in view has been to produce a mechanism to handle the U.S. caliber .30 cartridge, Model 1906. Considering the machine gun, as used in the World War, as a suitable means for accomplishing the mission of long range fire, which previously had been assigned to the infantry rifle, it has been thought by some that a rifle of less caliber, using a lighter cartridge, might offer certain advantages in that a larger supply of ammunition could be carried without increase in the burden of the individual soldier�.'
'The Ordnance Department has purchased 20 Thompson Auto Rifles and Springfield Armory is manufacturing 24 Garand semi-automatic rifles for test by the using services. Both these weapons fire the present service cartridge�.'
'The development of the Semi-automatic rifle is considered one of the most important projects before the Ordnance Department today (1923), and it is believed that before the final decision is made to rearm our troops with this type of weapon, the subject should be investigated for all possible angles.'
Embodied in the same quotation the first tentative specification for a new cartridge and rifle was stated, 'The proposed Semi-automatic rifle will weigh about eight pounds and fire a bullet weighing approximThe Small Arms development picture during this period 1921 to 1926 was predominated by two distinct projects, one conducted by Mr. John Garand and the other by Mr. John Pedersen.
Mr. Garand's activity during the period centered about the modification of the primer actuated rifle, as to improve its military characteristics and function. By 1926, a model was produced that overcame substantially all the military deficiencies of the earlier models. The compactness, sturdiness, lightness, its ease of disassembly, its ready adaptability to clip loading, plus the safety features, were recognized as highly desirable. It was found that reliable function of the rifle was directly dependent upon the nature and design of the cartridge primer. The cal. 30 M1906 ammunition, of which large quantities existed from World War I, had not been specifically designed for use in a primer actuated weapon. All of the primers in the M1906 ammunition were slightly too short to insure complete safety, and some of the primers, being made of copper, were too soft to convey sufficient power for proper operation. Inasmuch as adoption of the Garand primer actuated rifle would have entailed the development of a cartridge with a modified primer, it was considered advisable to terminate the project. At this point (1926), Mr. Garand initiated a new design project which occupied his time for the next four year. Two models were constructed, one of caliber .30 and the other of caliber .276, both of which were gas operated, with a gas cylinder and piston, the latter component working against an operating rod which in turn unlocked a 25 two lug rotary bolt and carried it rearward, and performing the functions of extraction and ejection. The return of the operating rod and corresponding function of feeding was accomplished by means of a spring contained within the hollow operating rod. Both of these rifles employed the so called in-block clip which also had been used in the Pedersen rifle and in several previous Semi-automatic rifles, including the 'Mondragon.' The clip for the caliber .276 had capacity for ten rounds, and that for a caliber .30, for eight rounds.
The Pedersen rifle, developed in the period 1923 to 1926, operated on what is known as the delayed blowback principle, employing a hinged bolt similar in effect as that used in the Luger pistol and the "Swartzloza" machine gun. It was of caliber .276 and used a ten round in-block clip. The Pedersen rifle was first submitted for ordnance test during May 1926, the results of which were satisfactory. The weapon, known as the Semi-automatic rifle .276 T1, was submitted to further test by the Infantry and Cavalry Boards respectively, during the year 1928.
On October 1, 1928, a new information sheet of inventors desiring to submit semi-automatic rifles, came into being. The Ordnance Department was definitely committed to the caliber .276 as witness by the following quotation from the information sheet:
"The rifle must be of a self-loading type, adapted to function with cartridges of caliber .276 to be furnished by the Ordnance Department. The cartridge will be of approximately the following characteristics: bullet, gilding metal jacket, weight 125 grains; cartridge case, rimless type; powder charge sufficient to impart a muzzle velocity of 2700 f.s. to the bullet heretofore described; for working powder pressures, the limit will be approximately 48,000 pounds per square inch. The rifle must be simple and rugged in construction and easy of manufacture It should require but little more attention than the regular service rifle when placed in the hands of the average soldier."
While circulars were prepared and arrangements were being made to conduct competitive tests of Semi-automatic rifles, the quDuring the year 1928, exhaustive tests were conducted, of ammunition ranging from caliber .256 to caliber .30, and approximately forty documents of domestic and foreign origin were studied by the board, in order to formulate definite conclusions as to future development action. In a series of meetings during the period July to September, discussions were held and various rifles were examined and fired. The following weapons were used in tests held at Aberdeen Proving Ground:
Rifle Cal. 30 experimental (Garand)
Rifle Cal. 30 experimental (Thompson)
Rifle Cal. .276 T1 (Pedersen) Infantry Type
Rifle Cal. .276 T1 (Pedersen) Carbine
Rifle Cal. .256 experimental (Bang)
In the report of the Board all factors were considered bearing upon the suitability of adopting one of the smaller calibers. The following is quoted from the report: "The adoption of a Semi-automatic shoulder rifle is considered a pressing need by reason of the overwhelming advantages which it will have when placed in the hands of citizenry hastily mobilized for an emergency, whose period of training must necessarily be very limited. The time of training required for proficient use of the Semi-automatic rifle will be greatly reduced� The trend of development in modern military shoulder rifles has been steadily toward a reduction in caliber with an increase in velocity. The usual caliber for the American Army during the Civil War was from .50 to .58 inches."
The report made by the board of officers appointed by S.O. 107, May 1872, when a caliber .45 rifle cartridge was approved, contained the following statement as one of its major considerations:
"Necessity for soldiers carrying the largest possible number of cartridges, which is rendered imperative by the greatly increased capacity of the breech loading small arms, indicates the propriety of keeping down the weight of the cartridge to the minimum consistent with effective practice." The adoption of the caliber .30 cartridge in 1898 and later development of the caliber .30 M1906, followed the general trend toward the lighter weight cartridge.
It is of interest to note, in view of later developments, the following statement made in the report of September, 1928:
"The principal difficulties encountered (referring to tests of caliber .30 Semi-automatic rifles) were poor functioning and failure of parts� a single instance of this kind might be regarded as a matter of poor design, but repeated attempts have indicated very strongly that a Semi-automatic rifle for the caliber .30 cartridge cannot be designed to weigh under 10 pounds." The report conveyed that the ballistic qualities of the caliber .276 were comparable to the caliber .30 up to the range of 1000 yards and the wounding powder of the caliber .276, as demonstrated by tests at Aberdeen prior to submission of the report, seemed to be slightly greater than either of the standard of the standard .30 caliber rounds. The Board concluded that the maximum range at which accuracy of the shoulder rifle is desired is 1000 yards or as expressed in terms of mean radius with vertical targets, the means radius should not be over seven inches and the extreme spread not over twenty-two inches. It was also concluded that the maximum weight for the shoulder rifle should not exceed 8 � lbs. and in order to design a rifle within this limit, it would be necessary to effect reduction in bolt caliber and weight of bullet. The following recommendations were made by the board of officers at the conclusion of the survey:
"a. The a caliber of .276b. That as soon as practicable, tests be held of Semi-automatic shoulder rifles, caliber .276 for the purpose of selecting a suitable type of no greater weight than that of the present service rifle caliber .30 M1903.
c. That for the tests in "b" above, all competing types of Semi-automatic should rifles be adapted to ammunition to be furnished by the War Department having the following general characteristics:
(1) Muzzle velocity - 2700 f.s.
(2) Bullet weight - 125 grains.
d. That upon selection of type a sufficient number of Semi-automatic shoulder rifles be manufactured for extended service tests."
The proceedings of the board appointed under S.O. 154 were approved soon thereafter by the Adjutant General.
In connection with the testing program a meeting was held on 1 July 1929, at which time the following named weapons were submitted for examination:
Browning
Colt
U.S. Model T3 (Garand)
Czecho-Slovakian
U.S. Model T1 (Pedersen)
Thompson (First Model)
In addition, several models, not completed at the time were expected to be entered, and an extension of time to August 15, 1929 was granted. Before this date the Rheinmetall rifle, a gun manufactured at Solothurn, Switzerland, and an improved Thompson entered the competitive field. An expected late entry, a weapon designed by Mr. Joseph White of Boston, Mass., did not material in complete form within the test period, and was not considered.
The Browning and Thompson (First model) were eliminated from the testing program after the first demonstration firing at Congress Heights (Camp Sims). Both of the weapons were above the weight limits and the Browning was improperly chambered for the cartridges furnished by the Ordnance Department. An improved Thompson was later submitted and tested.
The report of the Board of Officers, as submitted on 24 October 1929, described and commented upon each of the eight models submitted for test. Of the five completing the test, only the Garand Cal. .276 T3 and the Pedersen Cal. .276 T1 (SN# 11) were considered for service tests and possible adoption. Special consideration was given to ease of manufacture of each rifle and a production engineer from Springfield Armory was brought before the Board to advise the members of these points. His statement indicated that the Garand model would be very little harder to manufacture than the Springfield or M1903 Rifle, while the T1 Pedersen would be much more difficult, especially in regard to obtaining suitable interchangeability of parts.
The points of superiority and the chief defects of the T3 and T1 were carefully analyzed as follows:
THE POINTS OF SUPERIORITY
T3 (Garand)
Good appearance
Good system of feeding
Short receiver
High rate of fire
Good cooling
Strong
Easy to dismount
Very light
Closed against dust
Good principle of operation
Single
Very few parts
Few springs
Easy to make
Uses unlubricated ammunition
Defects:
Poor functioning
Some breakages
Driving spring weakened by heat
Difference in opinion as to the effect of the gas on muzzle
Necessity for adjustment of muzzle piece
Inaccurate at 500 yards rapid fire
Barrel and receiver not positively fixed to the stock
T1 (Pedersen)
Good appearance
Good system of feeding
Short receiver
High rate of fire
Good cooling
Good sights
Strong
Easy to dismount
Fairly light
Closed against dust.
Defects:
Poor functioning
Some breakages
Poor system of operation
Complicated
Difficult to dismount
Difficult to make
Difficult to adjust
Many springs
Required lubricated cartridge
The report went on to summarize the advantages of adopting the Garand as over against the Pedersen:
"a. It does not require lubricated ammunition.
b. It is lighter.
c. It has fewer parts.
d. It is simpler.
e. It will be easier to manufacture.
f. It has greater range of power to operate the mechanism.
g. It uses a reversible clip.
h. The War Department will not be required to
Recommendations were made by the board as to modification of the Garand caliber .276 T3, none of which involved radical changes in design, but would serve to improve appearance, handling reliability of function, and manufacturability. Suggestions were made in light of the findings of the board, from examination of the other models tested, that the design of the stock be improved, that the receiver be changed as much as practicable to facilitate manufacture and that operating spring should be designed to withstand the heat of firing without losing resiliency.
One of the findings of the board having considerable bearing upon later development came form study and observation of a rifle entered by the Czech-Solvac Arms Co. of caliber .312 and weighing 8 lbs. 14 oz. and otherwise a duplicate of the Czech rifle caliber .276. The rifle possessed a number of desirable characteristics, and although it did not equal the T3 (Garand) nor the T1 (Pedersen), there was a strong indication that a satisfactory caliber .30 semi-automatic rifle could be designed within the weight limits specified. This is brought out in the conclusions of the sub-committee on semiautomatic rifles as follows:
"That inasmuch as caliber .276 inches was selected and recommended by this board as the caliber to which semiautomatic rifles considered for adoption should be adopted, principally because information at the time indicated that a suitable semiautomatic rifle caliber .30 could not be made within the weight of the service rifle, and inasmuch as it now appears that such a semiautomatic rifle in caliber .30 can be made, experiments should be continued to that end."
This was carried further in the recommendation of the board:
"That pending the results of experiments in the Ordnance Department toward the development of a caliber .30 semiautomatic rifle, the question of caliber being considered is still before the board�. That if the recommendations of this board be approved, its proceedings be referred to the Chief of Ordnance with instructions to proceed with the manufacture of not to exceed twenty (Garand) semiautomatic rifle T3 caliber .276 eliminating defects and making improvements enumerated herein, and to proceed with the construction of a Garand semiautomatic rifle caliber .30 to weigh not more than 8 � lbs., which when completed will be submitted to his board for consideration."
The work at the experimental department of the armory for the next two years involved essentially the carrying out of the recommendation of the board, by continued experiment with the caliber .30 Garand, and improvement of the caliber .276 models. During this period further tests of the Garand caliber .276 were made and Mr. Pedersen's contract with the government was extended to allow improvement of the cal. 276 T1 (Pedersen).
Final decision on the question of caliber came in 1932, when in a letter from the Chief of Staff, General Douglas McArthur, to the Adjutant General the statement was made. "Approval of the action recommended in this case would seem to definitely commit the American Army to Caliber .276. It is not considered that this is wise or desirable. We have already in our war accumulation, as well as out current affairs committed ourselves to the larger caliber .30. To make this change will introduce an element of chaos, confusion and uncertainty which, magnified under war condition, would more than counteract the beneficial effect of any semiautomatic rifle .The recommendations seem to be somewhat influenced by the technical perfection of the smaller caliber. Too little attention has been paid to the other important features involved. It has not been definitely demonstrated that a .30 caliber is entirely satisfactory under all ordnance tests, cannot be produced. Even while the board's recommendations seem to formally adopt the lower caliber, they still leave a loophole for dictates that the larger caliber may now be in perfected form. Even if a caliber .30 semiautomatic rifle cannot be developed to the point of perfThe Chief of Ordnance was given definite instruction in a letter from the Adjutant General dated 25 February 1932 as follows:
"2. It is desired that the necessary steps be taken to accomplish the following:
a. Make no further financial obligations with reference to the development of the caliber .276 semiautomatic shoulder rifle. A satisfactory technical demonstration of this piece of mechanism has been made but based on the wrong hypothesis (caliber).
b. Intensify the effort that is being made on the semiautomatic shoulder rifle caliber .30. This should be accomplished by immediate mechanical test of the present caliber .30 rifle model. By the prompt correction of mechanical defects discovered, by the manufacture of approximately seventy-seven (77) rifles for extended test if warranted by experimental test."
In the meantime work had progressed toward refinement of the Garand and Pedersen .276 rifles. The latter was modified by Mr. Pedersen in Europe and tested by the Ordnance Department during the year 1930. The tests revealed that no substantial improvement had been made over the previous model. Soon thereafter Mr. Pedersen's contract with the government, which had extended over a period of nearly ten years, was terminated.
In light of direction from higher authority to proceed with the caliber .30, further refinement of the caliber .276 Garand was dropped.
In June 1930, a caliber Garand rifle was completed embodying improvements suggested by the board. This was followed by another model designated as caliber .30 T1E1 which was tested at Aberdeen Proving Ground during the year 1932 under O.P. 4972, T.S>T.P. 1930-601.
As the result of the tests, recommendations were made by the board as to modifications, principle among which was that of the extractor which had shown weakness during the test. It was further recommended that 80 rifles, so modified to be known as U.S. Rifle Semiautomatic Cal. 30 T1E2 be manufactured at Springfield Armory on standard types of machinery. Activities at the armory for the succeeding few years were devoted to the engineering of the weapon, both production and design and the development of a suitable system of mass production. Pilot Production, service tests and standardization with the authorization for production of 89 semiautomatic rifles at the armory for the purpose of extended service tests, a new phase of activity began. The armory at that time relatively inactive, having lived a hand to mouth existence since the close of WWI. Approximately 466 civilians were employed at the armory during the fiscal year 1933, which was about the low point in the peacetime period. In addition to the work carried out by the experimental department, some manufacturing was carried out. Production of M1903 national match rifles, caliber .22 target rifles, and rifle and machine gun spare parts, maintained a degree of activity in the arsenal job shops.
During the early thirties the armory administration was faced with the necessity for setting up practically a new production unit. Many of the old time key men were reaching retirement age, and the armory equipment, mostly of World War I vintage and earlier, was far from adequate for a new production venture. The new order for rifles hardly allowed for the application of quantity production methods, and yet it was too large for tool room operation.
In view of any future mass production it appeared necessary to engineer the production of the weapon, with an eye upon the nature of the weapon itself and the latest methods used by competitive industry.
A considerable task confronted the armory engineers. Production drawings, and route sheets had to be worked out and completed, and tools, jigs, fixtures, and gages had to be designed. The demands upAn important activity carried out by the experimental department, and the U.S. Bureau of Standards involved the development of improved materials. The findings in metallurgy partially over came one of the biggest obstacles in the design of semiautomatic rifles, that of building sufficient strength into a weapon and still keep within the overall weight limits of between eight and nine pounds.
Up until the early 1920's alloy steels had not been used to any degree in the manufacture of military rifles, and very little data had been collected by the Ordnance Department as to their properties. By the time the semiautomatic rifle was ready for limited production, several types of alloy steel had been accepted for rifle components, particularly for barrels, sears, and other parts subject to extensive strain and wear. Nickel, chromium and molybdenum alloy steels were adopted for several components of the semiautomatic rifle, and proved superior in strength and hardenability. The proper heat treatment of these new materials, however, presented a continuous research problem during those early stages and into the actual production program.
The 80 Garand rifles started in 1932 were completed for service tests during the year 1934, although preliminary tests of the first five models were conducted at Aberdeen Proving Ground with satisfactory results. By OCM Item 10826, the rifle cal. .30 T1E2 Garand was informally approved as to type and given the designation U.S. semiautomatic rifle caliber .30 M1.
Extensive test was made by the Ordnance Department of the eight rifles followed by similar tests made by the using services. The following is quoted from a communication from the Chief of Infantry to the Chief of Ordnance.
"1. A review of the final report of the Infantry Board on the subject rifle (Report No. 793, August 29, 1935) leads to the conclusions that the semiautomatic rifle as at present developed.
a. Has no inherent insurmountable weakness.
b. Has the same accuracy as the Springfield M1903 bolt action rifle.
c. It is more efficient than the Springfield M1903 in firepower on ground and air targets, and in case of manipulation.
d. Performs satisfactorily in the capacity for which intended, namely as a replacement for the M1903 bolt action rifle.
2. In view of the foregoing the Chief of Infantry recommends that the U.S. Semiautomatic Rifle, Caliber .30 M1 be adopted as the standard shoulder rifle for the army, without further tests.
3. With reference to the recommendation of the Infantry Board in its report No. 793, August 29, 1935, the Chief of Infantry does not desire at this time in initiate comparative tests to determine whether or not the semiautomatic rifle can replace the Browning Automatic Rifle.
4. The Chief of Infantry desires that the 29th Infantry be equipped with the subject semiautomatic rifle at the earliest practicable date.'
The report of the subcommittee (OCM 12417) stated "The subcommittee has given careful consideration to the results of the mechanical tests by the Ordnance Department and the tests by the using arms and is of the opinion that the necessary action toward standardization of the semiautomatic rifle should be initiated. The subcommittee therefore recommends that the Rifle U.S. Semiautomatic caliber .30 M1 be classified as standard to fill the requirement referred to in paragraph 1." (Reference to listed requirement on the Ordnance books of standards, pursuant to AG474.2 (1-4-32) Misc F, O.O. 474.2/1361 Feb. 25, 1932).
On the following day, October 10, 1935, approval was granted by the Ordnance Committee. Final approval of standardization was given by the Adjutant General on January 9, 1936.
The nomenclature at Standardization "U.S. Rifle Semiautomatic Caliber .30 M1," was later changed as a matter of simplification to U.S. Rifle Cal. .30 M1.
Competitive Tests - Johnson & Garand Rifles - From the standpoint of public interest, The same principle is used in the Browning Machine Gun. In a recoil-operated rifle, because of the motion of the barrel in relation to the receiver and stock, there is considerable difficulty in attaching a suitable handguard and bayonet. The Johnson also had a long receiver with the magazine opening farther forward than in the general rule, which resulted in a weapon fully five inches longer than the Rifle Cal. 30 M1903.
Following the initial test of the weapon at the Proving Ground, the board of officers convened for the purpose, concluded that the Johnson Semiautomatic rifle in its present state, was impracticable for military purposes.
The Johnson Automatic Trust then offered to submit a redesigned rifle at a later date which was allowed by the Ordnance Department. The rifle was again submitted in December 1939 and tested at the Proving Ground. The redesigned weapon was furnished with a ten round rotary feed magazine, a short bayonet weighing half a pound and the mechanism had been modified to hold the bolt open after firing the last round in the magazine.
The conclusions of the board were still negative, although few of the stated disadvantages were of major importance. The weight of the weapon was still, however, somewhat over the limits set up by the Ordnance Department, and it was also believed that development of the weapon had not proceeded to a point where service tests were warranted.
The following recommendations were made by the board:
"After weighing the features of the Johnson semi-automatic rifle and also the respect in which it does not satisfy the military requirements for semi-automatic rifles, and after considering the statements of the chiefs of the two principle using services to the effect that the service test of this weapon is not desired, 'the subcommittee finds the Johnson semi-automatic rifle does not possess characteristics superior to the weapon now in use, and that further action looking toward its adoption as a standard weapon is not warranted. It is recommended that the Johnson Automatic Trust be informed, through military channels, as to the decision of the Ordnance Committee in this case."
During the course of testing the weapon a discussion involving considerable correspondence between the Johnson Automatic Trust, members of Congress, and the Ordnance Department. Several comparative studies were made both by the Johnson interests and the Ordnance Department and testimonies were made by Ordnance in the halls of Congress. Various points were aired including two in particular claimed by the Johnson interests. One, that the M1 Garand could not be produced by regular mass production methods, and the other that the M1 Garand would not operate satisfactorily with the cal. .30 M1 ball ammunition. Detailed studies were prepared by Ordnance which resulted in the final concurrence in the subcommittee report, that the Johnson rifle be given no further consideration for adoption.
The following quotations were made from correspondence collected for the studies: "The allegations that the Garand rifle will not function satisfactorily with the caliber .30 M1 ball ammunition is without foundation. This weapon was designed, developed, service tested, and adopted on the basis of performance with the Cal. 30 M1 ball ammunition, which type has since been superseded by the Cal. .30 M2 ball ammunition. The adoption of this latter Concerning production of the Garand model, "the trend of the latter seems to be (referring to a Letter from Johnson Automatics to the Hon. I. Buell Snyder of the House of Representatives Jan. 11, 1939) that the Rifle cal. .30 M1 cannot be produced by mass production methods and that the Johnson rifle has demonstrated that it is superior to the former and also that it can be more readily produced. The writer is evidently not aware of the fact that the M1 rifle is being satisfactorily produced by mass production methods at Springfield Armory and that over 7000 have been issued to troops. It should be further pointed out that the new retooling which now well underway at Springfield gives every indication of producing the rifle at a rate of 200 rifles per day at a unit cost of $80.00. This cost will include a considerable number of accessories and spare parts." Until such time as the superiority of the Johnson rifle, development to include military features may be thoroughly demonstrated, there should be no slackening of the effort to equip the army with the M1 rifle."
Adoption by the Marine Corps.
During the year 1940 a small number of M1 rifles were delivered to the Marine Corps and Coast Guard, which agencies were still using the Cal. .30 M1903 rifle, but had expressed the desire to give the new semiautomatic rifle a trial.
During November 1940, competitive tests were held by the Marine Corps at San Diego California in which the following rifles were entered:
U.S. Rifle Cal. .30 M1903
U.S. Rifle Cal. .30 M1
Semiautomatic rifle Cal. .30 (Johnson)
Semiautomatic rifle Cal. .30 (Winchester Experimental)
After extensive service tests, the M1 Rifle was adopted by the Marine Corps as a standard item of issue.
Shortly after the M1 rifle had been given general distribution among the using services and opportunity had been afforded to evaluate the weapon from the standpoint of actual use, various recommendations were made as to improvements.
Design Changes Following Standardization
After standardization and during firing tests made against moving targets, several instances were noted where one of the guard blades of the front sight and had been mistaken for the front sight proper, resulting in inaccurate fire. This condition was studied by the Ordnance Department and new designs were considered. Inasmuch as the existing design consisted of three straight blades, parallel to each other, it was decided that the two guard blades, parallel to each other, it was decided that the two guard blades should be bent slightly outward at the top as to present a contracting outline to the firer.
Another changer enacted at about the same time was the redesign of the butt plate, affording easy access to an oiler cavity on the butt of the rifle.
Initial test of the M1 rifle at Aberdeen Proving Ground and by the using service revealed that the system of gas take off for operation of the mechanism of the rifle, was not reliable as was desired. In particular, it was found that the existing gas cylinder was not firmly attached in relation to the barrel, causing slight rotation. The rifle, as standardized, actuated by the gas from the exploded cartridge, some of which was diverted to the operating mechanism through a sleeve on the end of the barrel. This same general principle had been supplied in several previous semiautomatic rifles tested in the Ordnance program. As a result of the test program and study of the design of the front end of the rifle, a major change was enacted, which utilized the principle of the gas take off through a port in the barrel proper. The change also involved; the lengthening of the barrel; incorporation of integral bands on the gas cylinder; the upper portion of the front band forming a support for the front sight; the incorporation of these integral keys on the inside of the front band, which engage in slots in the barrel and prevent rotation of the cylinder; and a gas cylinder lock bored and threaded for positive attachment of the gSeveral rifles with the redesigned front end were manufactured and distributed to Frankford Arsenal, Aberdeen Proving Ground, the Infantry Board, and the Cavalry Board for test. The following is quoted for the Aberdeen Report:
"1. Rifles of this type can be fired a long time, and perhaps indefinitely, without trouble from carbon deposits in the gun cylinder.
2. The new muzzle and assembly is obviously much stiffer and stronger than the present standard. The new design was adopted soon thereafter and incorporated on the Ordnance official drawings during March 1940."
Improvement of the feeding mechanism had been under consideration for a considerable time. Some jamming of the cartridges was noted, which was attached to occasional improper function of the follower. A redesign was carried out involving a 3 degree downward tilt to the rear, which was later changed to 2 degrees. This bonding of the follower, however, aggravated so called "seventh round jamming," as the follower was not strong enough to keep the seventh and eight cartridges in proper alignment. In the final analysis a redesign of the receiver was found to be necessary. By lengthening and smoothing the radii of the guide ribs of the receiver, greater reliability of feeding was accomplished.
Another basic change completed in the fall of 1940 was the elimination of the compensating spring, which component had been necessary to absorb the forward inertia of the operating rod spring. Through the efforts of the Wallace Barnes Co. of Bristol, Conn., a new type operating spring was developed, of round wire with coarser pitch, and effecting loss forward inertia.
Satisfactory grenade launcher had been developed for the M1903 and M1917 rifles, but it was originally believed that such an attachment could not be used in the M1 rifle. A real danger existed in causing damage to the rifle because of the increased gas pressure. A grenade launcher was, however, designed and standardized an Launcher, Grenade M7, and a means of releasing some of the gas pressure was incorporated. This consisted of replacement of the gas cylinder lock screw by a similar component containing a poppet type valve, which is forced open by a small pin like projection on the rear of the attached launcher.
Because of the relieved gas pressure the rifle will not fire semi automatically with the grenade launcher attached, but will resume its normal function when the launcher is unsnapped.
Several other changes have been made in components of the rifle to improve strength, reliability, and its utility by the man in the field. Breakage of firing pins was reported during the early stages of use, which resulted in a slight redesign of the component and on improved heat treatment. . Several reports were received that the bolt had a tendency to freeze under conditions of heavy rain. This freezing, so called, occurred at the contact area between the lockings on the bolt and the cam surfaced on the rear of the operating rod, and the receiver. Numerous design changes were tried with only slight improvement in function, and rather than incorporate a change as to the effect interchangeability, research was conducted to develop improved lubricants. It was found that the application of a small amount of lubricant on the cam surface from time to time would practicable eliminate the danger of the freezing of the bolt.
The experience of warfare has brought out the importance of not only a protective finish for metal parts, but one that will reflect a minimum of light. It was found that a shiny gas cylinder on a rifle could very easily reveal the position of a solider to enemy observation. Inasmuch as the gun cylinder is subjected to considerable heat, the component is made from stainless steel, which will not hold a dull finish as well as some of the types of steel used for other rifle components. Continuing research was cInasmuch as the M1 rifle was the standard infantry arm, considerable thought had been given to the modification of the weapon as replacement for the Cal. M1903A4 sniper. Several M1 snipe rifles were made up during 1944, incorporating several types of mounts and telescopes. Based upon test results, and recommendations by the Infantry Board and Headquarters, Army Ground Forces, it was decided that the Lyman 73 telescope, be used until such time as new telescope could be developed. The M73 was modified to include a one inch moveable sun shield and a rubber eye cup. The rifle with the modified telescope, offset to the left and fitted with a leather cheek rest, was standardized as U.S. Rifle Cal. .30 M1C (Sniper). At the same time it was recommended that the Cal. .30 M1903A4 be classified as a limited standard article.
The essential points of difference between the two sniper rifles are as follows:
Rifle Cal. .30 M1903A4
a. Telescope mounted on top of receiver
b. Uses Weaver telescope.
c. No standard front and rear sight available.
d. Telescope not readily removed or remounted.
e. Rifle, bolt action; magazine must be singly loaded.
Rifle Cal. .30 M1C
a. Telescope mounted on left side wall of receiver.
b. Uses Lyman or other improved telescope
c. Standard front and rear sights always useable.
d. Telescope readily removed or remounted.
e. Rifle, semiautomatic; can be clip loaded.
During October 1944, a rifle having a new type mount was developed and standardized a U.S. Rifle Cal. .30 M1D. The weapon was adopted as a substitute for the M1C, to be supplied, if facilities were not available to produce the complete requirement for the latter weapon. Development of the improved telescopes was furthered, resulting in standardization of the M84, and termination of further development on the M73 types.
There has been a continuous endeavor by the War Department to incorporate greater firepower in our standard weapons. This is exemplified by the adoption of the U.S. Carbine Cal. .30 M2 with selective semiautomatic and full automatic fire. Along these lines, recommendations were made that a weapon be developed, comparable with the Cal. .30 M1 rifle, which by means of a change lever could be used either as a semiautomatic or full automatic rifle. In October 1944 limited procurement of 100,000 rifles was authorized.
During World War II numerous small modifications were carried out to improve utility and manufacturability. Some of the components of the rear sight were changed to prevent loss and breakage upon disassembly; tolerance were tightened in production of the front band of the gas cylinder assembly to prevent any motion in relation to the barrel, and corresponding misalignment of the front sight. Experiments were conducted with various degrees of twist rifling, and so called scallop rifling was tried with very favorable results, but the principles were not applied to production.
Procurement and Production - Retooling of the Armory - The planning carried out during the late peacetime period for the mass production of the newly standardized M1 rifle, was of considerable import in the light of the experience in World War II. It resulted in a complete revision in the methods of producing military firearms and the building of a mass production system at Springfield Armory equaling the best in private industry.
Soon after standerization of the M1 rifle, the Ordnance Department was confronted with the task of preparing a complete set of production drawings, working out gage designs and drawings, working a satisfactory sequence of operations for each component accompanied with the preparation of route sheets, and finally the deOne of the first tasks involved the complete survey of equipment available at the Armory. There existed considerable quantities of tools, jigs, and fixtures formerly used in the production of M1903 rifles during World War I, and equipment for various jobbing operations on machine gun and rifle components. Much of this equipment had been in use for twenty or thirty years and some items antedated the Civil War. It was readily seen that the production system at the Armory could stand a drastic renovation, and it was at this time that the decision was made that the latest methods of production in use be studied in view of production of the M1 rifle.
As previously mentioned in discussion of the Johnson-Garand controversy, claims were made by the Johnson proponents that the Garand rifle could not be made by regular mass production methods. This intimation, perhaps illustrates a prevailing situation in the realm of small arms manufacture in respect to use of time worn methods. Differences of opinion existed as to classification of machinery as either standard or special purposes. Before the impetus given the machine tool industry by the mass production of automobiles, the term "standard machine" was considered to embrace milling machines, lathes of the plain and turret type, profilers, drill presses and automatic and hand screw machines. Within the last few years, broaches, multiple automatic drilling and boring machines, automatic profiling machines and many other types have been produced in large quantities by many manufacturers and are considered fully standard.
Year by year the personnel in the planning division of the Armory watched carefully the developments in the machine tool industry. In the early Spring of 1938 a retooling effort was started by calling in machine tool engineers from all of the well known organizations throughout the country, obtaining advice and inviting them to bid on lines of machine tools fully equipped and guaranteed to produce designated components at a definite rate. As preliminary ground work to this procedure, Springfield Armory reviewed each operation on each rifle component in conjunction with the best advice obtainable, and rearranged the sequence and reduced the number of operations, scheduling them to be performed in combinations and on the most modern mass production machinery. Parts to be completely and parts to be partially processed were then farmed out to commercial tooling concerns for the supply of complexity equipped, ready to operate machine tools.
This retooling program could not have been made possible under the meager peacetime appropriations of the 1920s but Ordnance became aware of the urgent need for increased operations long before the advent of World War II.
As early as 1934, the War Department inaugurated what was generally known as a basis of estimates for rearmament and reequipment of the Army. The program called for the expenditure of $150,000 annually for the tooling up for production of M1 rifles. Compared with later appropriations, this was but a small quantity, but a start was made. Much credit must go to the Ordnance Department in defense of estimates before Congress in the years 1937, 1938 and 1939 after the limited emergency was officially declared, resulting in liberal appropriations being granted to the Ordnance Department. The fact that so large a percentage of American citizens, including members of Congress are familiar with small arms in some form, made it possible to state the problem clearly, and obtain satisfactory response. Congress fully appreciated the urgent desire to supply to troops, this new weapon which had 2 � times the firepower of the Cal. .30 M1903 bolt action rifle. The funds, so obtained made it possible to tool up for the production of approximately 200 rifles for an 8 hour day.
These appropriations were the basis for greatly increased activity at the Armory. During the years 1936 through 1939 the whole plant was almost completely modernizeExpenditures for machinery and equipment including gages (Springfield Armory).
1936 - $397,078
1937 - $487,072
1938 - $435,928
1939 - $1,122,070
Although other types of work were conducted at the Armory, it is significant that the major portion of the increased activity can be attributed to the new production program for the M1 rifle. As an index of activity, $8,363,417 was appropriated for operation of the Armory and an average of 966 persons were employed during the fiscal year 1935. In contrast, $22,707,301 was appropriated and 1594 persons were employed during the fiscal year 1939.
In the reequipping program, great pains were taken to purchase only such machinery as would justify the expenditure by increased accuracy of work or reduction of production costs. By 1937, coincident with the initial mass production of the M1 rifle, it became clear that many of the old machines then in use, had lost their accuracy to a degree as to render then unsuitable for the close tolerances demanded. This was further evidence that an entirely new system was required. The careful planning by the Armory Staff, coupled with the loosening of the Congressional purse strings resulted in the existence by 1939, of a production system as efficient as any in the country. It was also fortunate for Ordnance that the demand for a machine tools in the middle thirties, remained at a low ebb, and as a consequence the best machine tool engineers in the country were available for consultation and design of new machines. As stated previously, recommendations had been made by the Chief of Infantry in August 1933, that the 29th Infantry Division be equipped with the new semi-automatic rifle. As estimated by Ordnance, this would amount to a total of approximately 1500 rifles. The first quantity production of the weapon was initiated during the year 1937, and the first order for 1500 was complete during 1938.
In passing, a sketch is presented of Production Progress at the Armory during this initial mass production period. Although no new building were constructed at the Armory prior to 1940, various improvements and rearrangements were carried out, some of which were financed by WPA funds. Production of the original order for 80 Garand rifles was carried out on old equipment. Some new machinery had been procured just prior to the standardization of the M1 rifle; but the old jigs and fixtures were found to be inadequate, in that they were not designed for use with more powerful, higher speed equipment. The original policy of buying machines without tool, jigs, and fixtures, was later modified and considerable delay was prevented. By June 1936, the design of tooling had nearly caught up with purchase of new equipment. From that time forward, machines were purchased fully equipped with tooling and manufacturing aids. There was also the problem of personnel. During the transition period, from leisurely peacetime operation to the period of renewed activity on the M1 rifle, many new employees were added to the labor force, many of whom were totally unfamiliar with established gunsmith practice of Government specifications for military rifles and required orientation and training. The new production system also introduced requirements for steels of special shape or composition, channels for purchase of which had to established. It wasn't until about 1939 that the Armory was operating on the new equipment basis, and complete drawings and specifications were available. Descriptions of manufacture were procured during the Fiscal Year 1940.
The Armory was then prepared to undertake a more orderly expansion of Ordnance operation and provide sufficient information for use of any private producers which might be brought into the program in the future. By January 1940 the Armory was producing at the rate of approximately 10Requirements and Capacity - Requirements for the weapon were established on this bases; One to equip the existing army and provide weapons for Allied Services such as the National Guard, Marine Corps, and Coast Guard, and the other, to meet the requirements of the protective mobilization plan in preparation for a future M-Day. Soon after standardization of the weapon, various estimates were prepared as to the needs of the using services and requirements for war reserve.
The following figures are taken from a letter to the War Department, General Staff, G-4, dated March 25, 1936:
"2. These requirements are: (Based upon 100% replacement of the caliber .30 M1903 rifle for existing troops)
Infantry, R.A. 37,885
Cavalry, R.A. 7,297 49,512
Com. Engrs, R.A. 4,330
National Guard: 96,320
Total: 145,832
3. The War Reserve Troop Basis, 1933, would be 330,000 for the same basis of issue."
The above figures (para. 2.) were used by the Ordnance Department for justification of estimates for the fiscal year 1939.
Procurement of semi-automatic rifles to meet the war reserve requirements, or to provide for the troops basis set up in the protective mobilization plan, was urged by the Chief of Infantry during November 1937, at which time, a quantity of 97,202 was estimated. As of 1938, the figure for the initial protective forces stood at 141,539 and for the protective mobilization plan, 157,499.
During the fiscal year 1939, procurement of the M1 rifle was given a very high priority, and existing regulations were relaxed in order to expedite production at the Armory. The following is quoted from a letter from the Secretary of War to the Chief of Ordnance:
'Due to the urgent need for semi-automatic rifles caliber .30M1, and in order to carry out the intent of the congress as indicated on page 5 of the Conferees Report on the Military Appropriations Bill for the Fiscal Year 1939, you are hereby authorized under the provisions of Section 123 of the National Defense Act to procure without regard to the existing laws prescribing competition in the procurement of supplies by purchase and within the limits of available appropriated funds, such tools, fixtures and appliances as may be necessary to facilitate the immediate manufacture of this weapon at Springfield Armory."
Another step toward preparedness, involved with the placement of an Educational Order for 500 rifles with the Winchester Repeating Arms Co. in accordance with the provisions of the Winchester Educational Order Bill passed by Congress in 1939. The order was placed with Winchester during January 1939 and provided for the delivery of 500 rifles to be manufactured by mass production methods. At least one unit of all machinery, tools and fixtures were too procured in completion of the order.
In preparation of estimates for the Fiscal Year 1940, studies were prepared to show how the estimated requirements for M1 rifles could be met. This plan was to provide for production of 156,000 rifles, and showed how this requirement could be met either by adding sufficient capacity at Springfield Armory for manufacture of the whole quantity, or placement of an order with private industry for production of approximately 50,000 rifles and provide capacity at the Armory to complete the total. In the testimony of General Wesson, then chief of Ordnance, before Congress, a statement was made that study revealed that the Armory would be able to produce approximately 101,000 M1 rifles by December 31, 1941, and that approximately 50,000 would have to be produced by industry. This was to meet the total of 151,000 listed on the combined bills for the fiscal year 1940. In the testimonies before Congress (June 21, 1939) a total of 240,000 semi-automatic rifles was stated as required to meet the Protective Mobilization Plan objectives.
During July 1939, circular proposals were sent out to industry asking for bids for production of quantities of 25,000 to 65,000 M1 rifles for delivery by July 1, 1942. TwoIn view of these obvious advantages to the government, and in light of familiarity with the weapon, developed by Winchester by virtue of educational order, it was agreed by Ordnance that a supply contract be placed. This resulted in placement of an order with Winchester for production of 65,000 M1 rifles, which was formalized by contract W852-ORD-4622 dated 9/20/1939.
In defense of estimates before Congress for the fiscal year 1941, the army bill called for the production of an additional 25,000 M1 rifles, which coupled with those already on order, would ultimately provide the army with a total of 194,289 weapons, which was more than enough to equip the existing army and National Guard (April 1940), and lacked 76.254 of meeting the requirements for the protective mobilization plan, based upon a million man army.
It was estimated that by November 1941 a total rate of 7250 rifles a month would be attained with possibility of doubling the rate by addition of another shift. Prior to submission of the appropriation bill (April 1940) pressure was being exerted by members of Congress to increase the rate at the Armory. At this point it was estimated that the total requirement including the additional 25,000 on the fiscal year 1941 bill would be completed by June, 1941 if both Springfield Armory and Winchester were put on a double shift basis, which would leave these two plants without work for the remainder of the year. Ordnance advised maintenance of the plants on a one-shift until such time as world conditions became more threatening. As of April 1940, the Springfield Armory was producing at the rate of approximately 200 rifles per 8 hour day, which rate had been provided for in the original plans upon standardization of the weapon.
Events in Europe during mid-1940, following by shipment of a quantity of Cal. .30 M1917 rifle to Britain after "Dunkirk," made it increasingly urgent that production of rifles in this country be increased. The so-called "Munitions Program of 1940" marked the beginning of an expansion era, given ever increasing impetus by the development in Europe, and culminating in our entry into a world wide conflict, and the final phase of expansion during the year 1942. The troop basis for the Protective Mobilization Plan was in a continuous state of upward revision and numerous studies were prepared to show how added capacity could be developed to meet new objectives. In regard to production of the M1 rifle at Springfield Armory, the following statement was made in a letter from the Chief of Staff to Senator Thomas, Chairman of the Senate sub-committee on the War Department Appropriation Bill, May 2, 1940: "The Chief of Ordnance is of the opinion that from a National Defense standpoint, it is preferable to increase the production capacity of Springfield Armory at this time rather than to increase the production rate of existing orders."
By December 1940 the first rifles of Winchester manufacture were being delivered and Springfield was producing at a rate of approximately 500 rifles per day (Feb 1941). As a result of the increased requirements for the M1 rifle during the year 1940, the rate was increased at the Armory by addition of a second shift.
During February 1941, the initial quantity of M1 rifles, (500) on the Winchester Educational Order, was substantially complete, and the company was entering into the quantity production phase. Upon test of the first rifles submitted, some irregularities were noted, particularly in the location of the clip notch, which was studied and co the field and which had been used for training troops, revealed similar difficulties to those encountered in proof testing. Through elimination of slight interferences in the receivers of the Winchester rifles and issue of a modification work order to Field Service, the problem was substantially solved, as to rifles already produced.
The situation was perhaps indicative of the problems inherent in the coordination of production between two producers, and the usual difficulties encountered in getting a new facility into production.
When the first Winchester rifles were tested, a suggestion was made by Springfield Armory, which later resulted in the inauguration of periodic visits between representatives of the two plants for discussion of current problems. Another step in the direction of closer coordination of production between the two plants, was taken in late 1941, when the Hartford District (now Springfield) Office was requested to arrange for monthly interchangeability tests to be conducted by district representatives. The first interchangeability test had revealed that the amount of hand fitting in the Winchester rifles submitted, was considerably in excess of the limits set up in the specifications.
As more responsibility was placed upon the district offices, with acceleration of the Ordnance program, the size of each increased proportionally. One of the primary functions, that of inspection, required that the districts not only work in close cooperation with producers, but maintain one inspection force in plants of prime contractors. Because of the concentration of manufacture in the New Haven area, a sub-office was established in the city, as a part of the Springfield District Office. By 1941, the Winchester Repeating Arms Co. not only was producing M1 rifles, but occupied a central position in the production of Small Arms ammunition. This activity required that a large force of Ordnance inspectors be maintained. On October 9, 1941 the Winchester branch of the New Haven sub-office was officially established. In addition to inspection, the Winchester branch office held responsibility for shipment of rifles to Field Service, and during 1942 a production section was organized to assist the company in production problems and to facilitate coordination of information, and methods between Winchester and the Armory. The M1 rifle inspection section was staffed by approximately one hundred and thirty-five inspectors.
Ordnance records reveal that by February 1941 the M1 rifle expansion program was well under way. Current planning called for an ultimate production of 1000 units per day at Springfield Armory, and 200 units per day at Winchester. All orders had been placed for equipment at the two plants, against which deliveries were about 90% complete for Springfield and 100% complete for the planned rate at Winchester.
During June 1941, because of the ever increasing requirements to meet the needs of an expanding army, procurement of additional equipment was authorized for increased production at the Armory and at Winchester, for proposed rates of 1250 units per 24 hour day and 500 units per 24 hour day respectively. During the month of June 1941, a total of 22,250 rifles were delivered by the Armory and 3700 were delivered by Winchester.
With the issue of the first army supply program during February 1942, an overall requirement was set up for the M1 rifl"A large part of the additional production will result from being able to rearrange production lines now installed at the Armory so as to provide more efficient operation."
During the same month it was expected that Winchester, by addition of a small amount of new equipment, would be able to attain a production rate of approximately 750 units per day.
Because of another increase in requirements during the following month (July 1942) further expansion of the Armory facilities was authorized, bringing the scheduled rate at the Armory up to 3000 units per day, or about 90,000 units per month. The July expansion involved the procurement of 175 machine tools and the use of a portion of the Field Service building for manufacturing operations. Requirements during August 1942 stood at 3,932,694 for production to the end of the program, which according to plans, could be met by capacity planned during July, or by total production at a monthly rate of 109,500 weapons per month. Total deliveries of the weapon during August 1942 amounted to 68,660. Expansion at both plants, Springfield and Winchester, was somewhat retarded by slowness in obtaining new equipment. During 1942, the problem of material procurement was of considerable magnitude, particularly as several components of the rifle were made from alloy steel and WD 6150 steels were unsatisfactory during August. The same difficulty was experienced in other Small Arms programs because requirements for steels for several of the smaller components were less than a normal steel mill run. The condition was one of the reasons for the establishment of a central steel warehouse for the pooling of steel orders.
A critical situation developed in late 1942, when the supply of receiver steel ran out because of cancellation of the Armory's order with the steel mills by the War Production Board. This obvious mistake resulted in a four week shut-down of forging operations on the receiver and the necessity for using up the bank of reserve receivers in order to continue production of assembled rifles. By May of 1943, the reserve had been used up and it wasn't until February 1944 that a new reserve was started.
Schedules for the M1 rifles had been held at about 109,000 for the latter part of 1942, with attainment of an actual total delivery of 90,200 weapons during December, and somewhat over 80,000 for the months of October and November respectively. As a consequence, the requirements for the year 1942 were not met, and considerable effort was expanded to obtain increased production at both Springfield and Winchester.
The Army Supply program of February 1943 listed a total requirement of 2,528,000 M1 rifles for production through the year 1944. A concerted effort was made by the Office, Chief of Ordnance and the Springfield District Office to increase production at both plants, Winchester and Springfield Armory. Monthly schedules were set at 105,000 units. Production at both plants, however, did not come up to expectations for several reasons. The lost time in the forging shop at the Armory had its effect in than more labor had to be utilized to keep enough receivers in process. One of the principal production bottlenecks was in broaching capacity for receivers. Four new broaches had been on order for a considerable period and were delayed somewhat. The broaching capacbe made. Labor turnover at the Armory was not without its effect upon production. During early 1943 several experienced operators were lost to the draft and replacements, many of which were not as experienced, could not turn out components as fast.
Winchester, which had been scheduled at approximately 750 rifles per day, did not come up to expectations during early 1943. Poor delivery of eight new heat treating furnaces created a choke point in that department, difficulty was experienced in keeping required quantities of spare parts in phase with rifle production, and some trouble developed with rifle function because of faulty components.
The latter part of 1943 was characterized by a steady increase in monthly production. Requirements had remained essentially the same as issued during February. By July 1943 construction of new buildings at the Armory was substantially complete and several improvements in the production system were in process; such as installation of a new Lindburg automatic heat treating furnace, four new broaches and installation of a roller conveyor in the milling shop, cutting down handling time in comparison with the old method of using tote boxes. Although these improvements were enacted and tended to round out the production system, the steady increase in output was attributed greatly to the use of improved methods, there-by making more efficient use of existing manpower. Much credit must go to the Armory engineering staff for the design of improved methods and fixtures which reduced unit processing time markedly.
Analysis of production during the year 1944 shows a steady increase in monthly production. Schedules were not met during the early part of the year. Winchester delivered 15,000 weapons during July, which rate had been scheduled for April. The July schedule was set at 19,500 weapons. As previously mentioned, the Armory was also below its schedule of 90,000 during the same period. Winchester never did attain the maximum rate planned during July, but production at the Armory began a steady increase until by December of 1943, 110,505 weapons were delivered, and during January 1944, 122,201 rifles were delivered, which was the high point in the program. The following letter from the Under Secretary of War, to the Chief of Ordnance dated 4 October 1943, is quoted:
"I was very pleased to hear that over 100,000 Garand rifles were produced in the Springfield Armory during September. This is a fine record and I congratulate the Ordnance Department on its accomplishment.
Will you please convey to Colonel George A. Woody, Acting Commanding Officer, and those at the Arsenal, the congratulations of the War Department on this work, and tell them that we look forward to a continued record at the Armory. We are proud of the Springfield Armory."
Requirements issued during January 1944, called for production of 1,246,752 M1 rifles during the calendar year 1944, which figure appeared in several previous Army Supply programs. From all indications in late 1943, it was expected that the 1945 requirement would be comparable and thus necessitate a high rate of production during the year 1944. From all indications in late 1943, some new equipment was needed in order to maintain a constant rate of approximately 4,500 units per day or about 120,000 per month. Even though many items of machinery were new at the beginning of the re-equipping program at the Armory, they had been subjected to constant use under the pressure of the War Program and many were losing some of their accuracy.
When the requirements for the year 1945 were issued during February 1944, only 324,277 M1 rifles were forecast. It was immediately apparent that production at existing rates would exceed the combined 1944-45 requirement for rifles before the end of 1945, and that a reduction in schedules wouldshift in the Stocking Shop was eliminated during March, which was the first real indication that changes were in the offing.
Regreasing and Overhaul - By early 1944, a large number of M1 rifles had been issued to troops and many used rifles were on hand at depots. Inspection of these rifles revealed the presence of rust and indicated that measure should be taken to remedy the situation. This was followed up by a survey of rifles in Field Service Stores and subsequent recommendations that the rifles be cleaned and regressed. The suggestion was made by Field Service that because of lack of personnel and quarters at the depots, use might be made of some of the carbine facilities in process of termination. The National Postal Meter Company of Rochester, New York and the Standard Products Company was approved and negotiations were initiated by the Cleveland Ordnance District Office.
Procedure for cleaning and repackaging were prepared by the Small Arms Division, approved by the Field Service Division, and transmitted to the Cleveland District for use in negotiation. Subsequently, a contract was placed with the Standard Products Company for cleaning and repackaging of approximately 141,000 rifles. The process of overhaul involved, briefly; disassembly, cleaning, inspection, replacement of worn components, regreasing, assembly and repackaging. The supply of component replacements supplied Government free issue came from Field Service stores, and requisitions for the same were channeled through the stock control center at the Rock Island Arsenal. The Standard Products Company completed its contract for overhaul of 141,240 M1 rifles during the month of August 1944. A large quantity of rifles were shipped to Springfield Armory for overhaul, and were scheduled at approximately 10,000 per month for latter part of 1944.
Final Cutbacks and Terminations - Requirement cuts in mid-1944 resulted in further cancellation of weapons on order at Springfield and Winchester, totaling 257,216. Total cancellations from the beginning of 1944, amounted to 546,857 for Springfield and 111,844 for Winchester. Total production at the two plants for the first half of 1944 had exceeded requirements for the period, in that by July 645,374 M1 rifles were produced against a yearly objective of 1,106,752 weapons. As a consequence, the problems of production planning were reduced in number and some of the pressure for full capacity production was relieved. Requests for expediting assistance for materials and equipment were less frequent than during the previous period.
Another requirement revision in October 1944 necessitated an upward revision of schedules in 1945 to approximately 95,000 per month; 90,000 at the Armory and 5,000 at Winchester. The new 1945 requirement totaled 1,140,000 weapons. Schedules at Winchester were later increased to 15,000 per month as a result of increased requirements during January 1945. Winchester, however, failed to meet their production schedules during the first quarter of 1945 because of poor delivery of raw materials, largely brought about by the late award of contract W-19-059-Ord-1829 for 30,000 M1 rifles. Springfield, because of difficulty in obtaining sufficient labor, did not quite meet their schedule of 90,000 per month for the first quarter of 1945.
When it appeared that the defeat of Germany was imminent, proe had from the production engineering experience of the two facilities, it is considered wise to maintain the capacity of both facilities rather than to be limited to just one facility."
Upon declaration of VE Day, all requirements were greatly reduced, which resulted in the scheduling of Springfield Armory at approximately 5,000 per month, and the termination of production at Winchester by 30 June 1945. The remanufacturing program at the Armory, was, however, scheduled at from 10,000 to 15,000 weapons per month until the end of the program. With the official declaration of VJ Day, production of the weapon was virtually terminated, with small runout quantities remaining for delivery in September and October. As of September 1945, a total of 4,024,034 M1 rifles had been delivered. In addition, 474,196,000 eight round clips were produced by the Armory, Winchester, and several commercial producers, during World War II program. The Cal. .30 M1 "Sniper" in its infancy of production engineering, was also produced in limited quantity.
Improved Methods of Manufacturing - As previously mentioned under treatment of the early stages of production, the Armory was completely re-equipped for the mass production of the M1 Rifle. This retooling was one of the important steps taken by the Ordnance Department during the period of emergency, which served as a basis for later expansion and constituted the first real application of modern mass production methods to the production of shoulder weapons. As stated by Major (now Colonel) James L. Hatcher in 1939, then occupying a key position at Springfield Armory:
"To illustrate what it hoped to accomplish by the improvement in tooling now in progress, it is expected that the 1100 machining operations on the M1 rifle will be reduced by half. It is hoped upon completion of the present Springfield Armory progress that with the exception of the shops, which are not of modern construction, we will have a production set-up which can be considered as an outstanding example of modern machine tools and equipment."
In the succeeding months, the installation of a large quantity of new equipment with the necessary manufacturing aids, called for numerous changes in many of the buildings: Pits for furnaces, new foundations for heavy machinery, strengthening of walls and floors, more oil pipe lines, new wiring for completing motorization to replace the final remnants of the overhead shaft system - all these improvements progressed as machinery came into the plant and manufacture continued. At both the Water Shops and the Hill Shops extensions of existing buildings added badly needed floor space for various processes as forging, Parkerizing, plating and gunstocks drying. In regard to the latter, for new dry kilns were installed. As the program progressed, the need for new building structures became increasingly apparent. In the Fall of 1939 that first new shop on the hill was completed. An old wooded storehouse was completely rebuilt and equipped for production of M1 cartridge clips, and during the fiscal year 1940, a new modern type milling shop was completed. Also during the samNumerous examples may be cited where revised methods of manufacture speeded up production with corresponding savings in material and man-hours. New equipment and tooling led from time to time to some changes in method, just as proposed changes in method occasionally led to introduction of new types of machine tools. For example, as production progressed, two bottlenecks developed in production of the hammer, one in profiling and the other in a milling operation. To meet this problem a new automatic machine was designed by the experimental department, thereby increasing production of M1 hammers markedly. The application of broaching in lieu of other types of operation, such as milling had considerable effect upon types of operation, such as milling had considerable effect upon output. Many of the applications of broaching were conceived by Mr. Ivan Swindle of the Armory Engineering Staff. By broaching the receiver, considerable production time was saved. Three shifts of eight operations running eight broaching machines could turn out as many components a day as three shifts of twenty-three operations at sixty-one milling machines. The eight broaching machines cost $220,565 less than the sixty-one milling machines and occupied one-third the floor space. Broaching was also applied to production of the stock ferrule and lower band assemblies, originally made for solid forgings and requiring milling, shaving and profiling. A redesign of the stock ferrule permitting fabrication from two stampings to be machined by broaching, and of the lower band assembly, then brazed, enabled operators to raise the hourly output of the former from seven pieces per machine to ninety; and of the latter from twenty to two hundred and twenty-four. From a raw materials standpoint considerable was saved. The new design stock ferrule required .25 pounds of metal as opposed to .4 pounds per piece; and the new type lower band required .34 pounds as opposed to .35 pounds. Although unit savings on the latter seem to be small, several million of these components were made during the course of the war program. An application of broaching may be cited in the production of the rear sight aperture, pictures of which appear in the History of the Springfield Armory. Five pieces are made at one time through broaching operations on a section of steel tubing, using a special fixture to hold the piece at five separate points, thereby allowing for the final cutting off of the separate components without changing the piece in the machine. In broaching the initial cost of tooling is high, as the cost of a new broaching cutter may be as much as $1,000. In view of difficulty in obtaining prompt of new cutters, experimentation with welding and brazing of broken cutters was carried out. It was found that insertion of a new section, held by brazing, served to repair one type of break; welding in of a new piece of steel and recutting would suffice where only a few teeth had been knocked out; and on a very small break, induction coil brazing might be employed.
The replacement of mechanical shavers by hydraulic shavers, output was increased from nineteen pieces per operator per hour to sixty-four pieces per operator per hour. The mechanical shaver required one operator per machine, whereas two or three hydraulic machines equipped with automatic feed and micro-switch stops could be handled by one person.
In production of the operating rod handle, rejections had been running in the neighborhood of 13%. Using the sequence of operations, originally worked out by the machine tool designer, tolerances were frequently needed. Study of the situation revealed the necessity for changing the sequence of operations so that the component could at all times be bedded in the machine in a fashion to work always from a known relationship of lines and angles. The forging was known to have an exact relationship of straight line to curve at one point only. By bedding the piece for the first broThe use of tumbling of small components in place of hand filling, saved considerable time and labor. Considerable experiment was however required to determine the best methods to be used without causing excessive abrasion. By January 1941 the process had been applied to thirty-six M1 components.
The development of die rolling barrel blanks, saved considerable material and machining time. Barrel had been rolled at Springfield Armory since 1858. Barrels for the M1903 rifles had been rolled rather than forged. However, the first M1 barrels were made from round bar stock. In the fall of 1940 the Production Engineering Staff together with the Plant Metallurgist recommended the purchase the forged barrel blanks directly from the steel manufacturer. With the increased wartime output, the material savings were seen to be substantial. This was particularly important in view of the developing shortage in alloying elements. During October 1940, procurement of die rolled barrel blanks from the Republic Steel Company was initiated. The original bar stock required for a machined barrel weighed 8.5 pounds, as compared to 5.2 pounds for the rough forging as received from the steel mills. Lathe turning time on the M1 barrel was reduced by 50% from eleven minutes to five and a half.
Another improvement involved the installation of magnaflux equipment for detection of flaws in barrel steel. The method had been known for years, but the expense precluded its use in small quantity production. The magnaflux method, in brief, consists of magnetizing the barrel by running a 1000 ampere electric current through it lengthwise and then immersing it in a bath of oil and iron filings. The electric action upon the iron filings shows up minute seams and cracks in the barrel which are otherwise invisible. The test is infallible and speedy; but it is still difficult to determine the depth of a flaw and whether the serviceability of the barrel would be impaired. A notable improvement in flaw detection was noted when dry magnaflux was employed.
Improvements were made in forging receivers. Accurately cut dies used which in itself tended to simplify the forging job. Round steel bar stock 1 23/32" in diameter, sawed into 18 � inch lengths was established as the most useful size, each sawed off blank weighing 15.9 pounds from which two receivers were made. Eleven hammer blows were required to shape a receiver forging, which., with flashes removed, weighed from 5 � to 6 � pounds, depending upon the wear of the die. Dies have to be recut after 5000 to 6000 forgings. In contrast, the Winchester Company made the receiver by forging the side instead of the top, using 2 � inch round bar stock and requiring 11 � pounds of steel per receiver. Fourteen hammer blows were required, producing a forging weighing seven pounds, six ounces, with flashes cut off, as compared to the Armory's 5 � to 6 � pounds. The Armory system of forging was later adopted by the Winchester Company.
Although methods of heat treating have been in use for many years, automatic equipment has had comparatively recent application. Prior to 1941 batch fire furnaces had been in use at the Armory. Automatic heat treatment furnaces designed by the Lindburg Furnace Company of Chicago, were put in operation during the war period, the first one being installed during 1941. Racks carrying six, and later eleven rough barrel forgings, are loaded at one end of the furnace by an operator. The barrels are then conveyed through the furnace, where heating is accomplished. The blanks are then automatically conveyed to an oil quench, drained and conveyed to another furnace for tempering. After tempering, the rack is automatically lifted out of the tempering furnace and the blanks are removed by hand by an operator. The heat treatment, quenching, and tempering are completed in four hours and twenty se of the automatic operation of the furnace, only one forearm and two operators are required for the heat treatment of 1000 barrels every eight hours.
Production of gunstocks was speeded up through installation of additional fixtures on the copying machines, so that three and finally four gunstocks could be shaped at one time. Tool life was also increased through detection of metal in the blanks by electrical means, just prior to the shaping operation. Previously, nails and wire hidden in the wood caused tool breakage.
Many other improvements were made in the manufacturing process, all of which in varying degree, contributed to more efficient operation and the production of a weapon of high quality. Several modern techniques have been applied which are described briefly.
High frequency electric induction heating for localized heat treatment of rifle components has been applied with success. The bolt nose bearing at the breech end of the M1 rifle barrel can be hardened in this manner. Use of such heat treatment produces a hard bearing surface, without completely hardening the cross section of the port, thereby providing a tough metal support or backing for the hardened bearing surface. The same principle had been applied in the heat treatment of the gas cylinder and operating rod. Another method of hardening known as "shot peening" has been applied with success. The wear life of the M1 extractor has been increased by over 200 percent. The port is subjected to a bombardment of shot-like metal particles which hardens the surface without use of heat.
Stamping of metal components has been used with success. A stamped trigger guard was approved, the production of which tended to conserve steel and manpower.
Late in the war program an electrical system of gaging M1 clips came into being. Where eleven inspectors had been previously necessary for mechanical inspection and final process gaging, only two operators at the electric gaging machine and five inspectors were needed. The machine feeds the clips on a chain belt through several stations where the various dimensions are measured. Any clip not meeting the gage, automatically establishes an electric contact with a switch, thus setting in motion a set of plugs which knock the faulty clip off the chain into a hopper below. Three thousand clips per hour can be gaged in this manner, and a close check can be made upon all stages of the manufacturing process.
Many improvements have been made in the realm of metallurgy which have been gradually tended to improve manufacturability and wear. Many substitutions became necessary during World War II to conserve scarce alloying elements. Steels of the so called National Emergency Series were introduced and several types, using lower percentages of alloying elements were adopted for rifle production. The firing pin and extractor of the M1 rifle were formerly made from WD 6150, a chrome-vanadium steel. This was later changed to WD 8745 which contains a small percentage of nickel, chromium and molybdenum. These multiple alloy steels were found to have good physical properties, although the unit quantity of alloying elements was lower than in the older types.
Because of imminence of a shortage of walnut for gunstocks, experiments were carried out with other material. Bonded plywood was found to be stronger than walnut, but slightly heavier and considerably harder on tools. Birch and sweet pecan were tried and the latter was found to be suitable. Experiment was conducted with an aluminum-magnesium alloy, which was found to be strong and light, but being a better conductor of heat and cold than wood, would be uncomfortable under conditions of extreme temperature. None of these materials were used in regular production of rifles during the war.
Production Cost - In any analysis of production costs incurred in a Government plant, various factors are at play which are not found in private industry, such as cost of Government Because of the difficulty in making a direct comparison between Springfield Armory and Winchester prices, they are for the most part treated separately. A toolroom model of an experimental arm may cost between $1000 and $2000, which generally covers drawings, experimental production and production of components on standard types of equipment on a more or less individual basis. The first order for M1 rifles (1500 weapons) was begun in August 1937 and was completed on March 1, 1938. These were turned out at a rate of from one to ten per day. The average unit cost of these rifles was estimated at $665.50, which included tooling and considerable experimental production. The actual cost, excluding the latter, was estimated at approximately $152.00 each, including spare parts and accessories. From January to September, 1938, with the production of about 20 per day the unit cost was estimated at $129.00, and from September to December, 1938, at a rate of 40 per day, the estimated cost was reduced to $112.00 each. With the installation of new types of equipment and a greater utilization of manpower, the rate was increased to 200 per day and the price was reduced to approximately $92.00 by March 1940. During 1941 when the Winchester contract was placed, the Armory cost was estimated at approximately $60.00 each. It is of interest to note that the Government contract with Winchester stated a unit price of $88.66.
Perhaps one of the biggest factors entering into cost reduction during the later war period, was the production of ever increasing quantities of weapons, and thereby distributing overheard costs over a large number of units. The manufacturing improvements mentioned in the previous chapter, and many other improvements in the efficiency of production, contributed greatly to the production increase and reduction in cost. By June 1942, the Armory was delivering rifles at approximately 50,000 a month. The average unit cost for the year was placed at $41.93. By June 1943, the Armory unit cost, including tooling, was estimated at $31.60. Production for the month came to 79,650 weapons. During December 1943, the cost was placed at $26.27, and at the height of the program, in the first quarter of 1944 the unit cost was estimated at $26.25. The December cost was broken down as follows:
Materials $4.89
Direct Labor 6.05
Overhead 12.33
Tooling Charges . 3.00
From the above it is indicated that greater volume of production can have a substantial influence upon cost reduction. During the year 1943 the manpower per rifle was reduced from a ratio of 3.12 man per rifle to 1.89 per rifle. The ratio was based on the operator plus supervisory personnel up to the level of the shot superintendent. Between July and December alone it dropped from 2.95 men per rifle to 1.89, and yet at the same time, quality of output improved so that the percentage of rifles accepted at first proof firing jumped for 80% to 93% for the period. Where no change can be singled out as being the greatest factor, the cumulative effect of many minor improvements was great.
The Winchester Company, being an old line producer of firearms, had a plant and manufacturing equipment of their own at placement of orders for theDuring July 1941, the Winchester Company delivered 4000 M1 rifles at a billing price of $116.15 per rifle. By July of 1942 the price had been reduced to $83.66 each and production had increased to approximately 8000 per month. The billing prices for July 1943, July 1944 and January 1945 were $49.38, $43.50 and $43.60 respectively. Over the period July 1943 through July 1944 production continued at approximately 15,000 weapons per month. By January 1945 production had tapered off considerably. A total of 6690 M1 rifles were delivered for the month.
Although prices between the two plants are not entirely comparable, for reasons stated above, it is of interest to note that during July 1944, the Government paid $43.50 for rifles of Winchester manufacture, compared with $28.91, the estimated unit cost at the Armory. Included in the Armory is $2.64 per rifle, which is added as a factor for comparison purposes, and represents items such as taxes, insurance, depreciation and officers' pay. Although the estimated Armory cost does not include profit, a substantial difference would exist. In the comparison it is to be noted that a wide difference existed in the volume of production at the two plants.
Inspection - Inasmuch as the Armory held technical responsibility for the design of final inspection gages, considerable work was required for the Armory Gage Division to design gages for the M1 rifle to insure perfect interchangeability of parts.
The Armory policy of inspection during the early part of the war period involved 100% inspection on spare components, only, which required the services of approximately twelve inspectors. If an assembled rifle appeared to be within the accepted tolerances and functioned properly, it was accepted.
The problems of inspection at the Armory were perhaps not of the same nature as those confronted by the government inspection staff at Winchester. Production and inspection personnel in a government arsenal, to begin with, are for the most part familiar with government specifications, particularly with requirements for complete interchangeability and adherence to drawings. During World War II, inspection personnel slated for Armory employ as well as many district inspectors, were trained at the Armory, and shop personnel had the benefit of the government way of thinking. On the other hand, the Winchester Repeating Firearms Co. is a so-called "Old Line" producer of firearms. In the production of commercial firearms, interchangeability is not required; consequently there is considerable selective assembly of parts and hand filing to obtain proper fit and function in the individual weapon. Because of this inherent practice, the undertaking of a government contract involved considerable liaison between the Armory and Winchester, and resulted in a higher initial rejection of components. The following is quoted form the History of Springfield Ordnance District, Sub-office Administration Division: "Most of the difficulties encountered in Garand production can be traced to the fact that a gun manufacturer may produce the finest sporting arms in the world and still encounter difficulties in producing a military weapon in quantity, because of the requirement of perfect interchangeability of all component parts of the weapon." The facility had a natural reluctance to change, and a positive allergy to component revisions, because of the interruptions to production these brought about, hence they were extremely slow in considering and engineering proposed changes."
As the war progressed, quality of production improved in general at both plants, although Winchester experienced intermittent difficultiesSeveral improvements were made in inspection methods during World War II. In 1941 the first electrical comparators were installed at the Armory. A comparator is an instrument which projects a shadow of the component on a screen, upon which is drawn the plan of the component with dimensions proportional to the scale of magnification of the comparator lens. The instrument makes it possible without the need of mechanical gaging to determine at a glance whether the part conforms with the approved drawings. Comparators were later used by several commercial producers of war material.
A system of standard sampling or quality control was inaugurated during the World War II period. In essence it consists of withdrawing a specified number of components considered a representative sample passed inspection adequately, the whole lot is accepted. If, however, the lot does not pass on the basis of the representative sample the whole quantity is gaged and those meeting the gages are retained as spare parts and the remainder rejected. The same method of representative sampling was used for test of assembled rifles. One rifle, selected from the first 500 tested in a lot of 5000, is given a 6000 round endurance test. Twenty clips, selected on the same basis, are used in test of the rifle. For acceptance, a rifle must withstand the endurance firing tests without substitution of any component and without malfunctioning in excess of established limits.
Interchangeability tests are conducted by random selection of then guns from each lot of 500, disassembly of each, and mixing the components. Eight of the ten guns must assemble without any minor hand fitting. The ten guns must function satisfactorily. Failure in either the interchangeability or 500 round endurance test results in rejection of the whole lot of 500.
When the pressure for production was somewhat relieved during the year 1944, more emphasis could be placed upon quality production at the Armory. One step was to recondition much of the equipment. A system of floor inspection was inaugurated for each machine so that machines turning out components not up to gage could be reset or cutters changed before any amount of spoiled work had run through. It was also necessary, for improved inspection, to run a periodic check of gages and to keep the workmen continually reminded that components must meet the gages. In connection with the floor inspection system, individual cards were maintained to include data for the operation of each machine for every twenty-four hour period. The system set up on the bolt line in mid-June had reduced the rejection rate in two weeks by 22%.
Packaging - Prior to our entry into World War II, rifles were packed in accordance with the Ordnance specifications drawn up during the peacetime period, which in brief involved cleaning of all parts, coating them with a heavy preservative grease, assembling complete weapons, inclosing them in a craft type bag or envelope, and packing then in a box with blocking to hold them in position. This method of packaging, if properly applied, provided ample protection for the rifles in transportation and storage.
Our participation in war created an urgent need for all the weapon which could be delivered to troops. Consequently, until the urgent demands were substantially met, it was a case of shipping the weapons directly from the factory to the troops in the field. There it was necessary to disassemble the rifles, clean all the components with organic solvents and reassemble before using. The process was time and labor consuming at best and there was always the danger of losing some of the smaller parts. It was believed that if a light preservative oil were used in place of the heavy grease, coupled with the use of a moisture repellent closure, the rifles would be properly preserved and ready for use. The inner closure consisted of a cloth backed, laminated wax impregnated bag, in which the rifle was inclosed before placing the same in the wooden box. This method of using the light preservativeAs the war progressed and the job of initial supply to troops near completion, the prospect of long term storage became increasingly evident. Experience had indicated that the light preservative would not offer the needed protection over prolonged periods, and that a heavier preservative was needed. This led to the return to the use of the heavy rust preventive compound, sometimes termed "Cosmolene." The wax impregnated bag was retained. It was later found that the bag acted as a moisture trap and better protection for long term storage could be afforded through its elimination. The final method, much simpler than any previously employed, consisted of cleaning, dipping in heavy rust preventive and packing directly in the wooden container.
Summary and Conclusion - Initiation of a project for the development of a semi-automatic rifle during the year 1902, the long period of development and experimentation, and the final adoption of the M1 or Garand rifle during January 1936, encompassed an achievement of considerable importance in the advancement of the military art. The United States entered World War II as the only Nation whose armed forces were completely equipped with semi-automatic shoulder rifles.
The preceding chapter have traced the series of events leading to adoption; such as determination of military characteristics; the competitive tests of 1921 and 1928 which established the merit of the Garand designs; the tests of caliber .30 versus smaller caliber and official adoption of the caliber 30, the period of refinement of the Garand design and production of pilot models, and finally the subjection of the weapon to tests under simulated combat conditions and standardization of the weapon as the official shoulder arm of the American forces.
The peacetime planning activities and subsequent defense of estimates before Congress led to the appropriation of funds for complete retooling of Springfield Armory and the subsequent production of the weapon by advanced methods, which, as later events have shown, placed this Nation in a relatively good state of preparedness in respect to rifles. Under the pressure of the World War II program, production of M1 rifles was steadily increased by adding new equipment of the types already installed at Springfield Armory. During the war period, by making general improvements to plant facilities, an increased labor force, and addition of the facilities of the Winchester Repeating Arms Company, the Ordnance Department attained an unprecedented rate of rifle production. During the month of January 1944, a total of 137,000 rifles were delivered, and from 1937 through August 1945, a total of over four million were produced. Many testimonies have been submitted by the using services as to the acceptance of the M1 rifle as a military weapon. A few of these are included:
"Extract from a memorandum from Major Winningstad, Ordnance Department, Fort Sam Houston, Texas, dated 6 Sept 1938, file O.O. 352.4/767:
'Reception of M1 Rifle by Troops. The last day of school in the M1 rifle was devoted to a review and conference attended by all officers and enlisted men who had received instructions in the school.
After all questions by the pupils had been answered, they in turn were asked to state whether or not they preferred the M1 rifle to the M1903, although the latter was four ounces lighter. They indicated a unanimous preference for the M1 rifle.
Furthermore, comments from these officers and enlisted men received from time to time indicate an enthusiastic reception for the new rifle. It is obvious that the rifle will very likely become a most popular weapon with the using troops."
The same general consensus of opinion is indicated by the following:
"The remarkable functioning of the M1 rifle, both as equipped with the old type and the modified front end assembly, under the extremely severe conditions imposed upon it throughout the tests, described in the within report of the Infantry Board, is coTechnical Intelligence reports of operations during World War II have indicated that the general consensus of opinion has been that the M1 rifle has been a well liked, highly effective and durable weapon. Some reports have pointed out minor deficiencies which were corrected during the war and others have suggested improvements as to increase utility and firepower. There has been a tendency toward the development of ever greater firepower, which resulted in the development of an M1 rifle with selective automatic and semi-automatic fire. The utility of the rifle has been increased by development of a rifle grenade launcher and a snipers model known as the M1C. Of particular note among the opinions expressed of the M1 rifle, is a statement made by Lt Gen George Patton in a letter to the Chief of Ordnance dated 26 January 1945, stating:
"In my opinion, the M1 rifle is the greatest battle implement ever devised."
.
.
Searching provided by: